
With dryve D3 and D1 control systems, it is possible to automate powered linear axes, for simplest and most complex automations. Dryve D3 and D1 join the already existing Igus solutions of drylin E linear powered axes (with DC motors). Dryve D3 controls linear systems without software or PC, while the dryve D1 system has been enhanced for the control of stepper motors, DC and EC/BLDC motors.
For the most complex strokes, motor control parameters can be directly modified by browser, in real time and intuitively. The new D3 control system is compatible with all most common DC motors and few moves are sufficient indeed to operate this control system, which is user friendly and cost-effective at the same time.
Therefore, also small and medium companies without particular programming know-how can use linear powered axes for the automation of their plants.
The dryve D1 control system is equipped with very intuitive interface and can be used through a simple web browser in desk PC, or also remotely, through smartphone or tablet.
Automation controlled by motor control systems

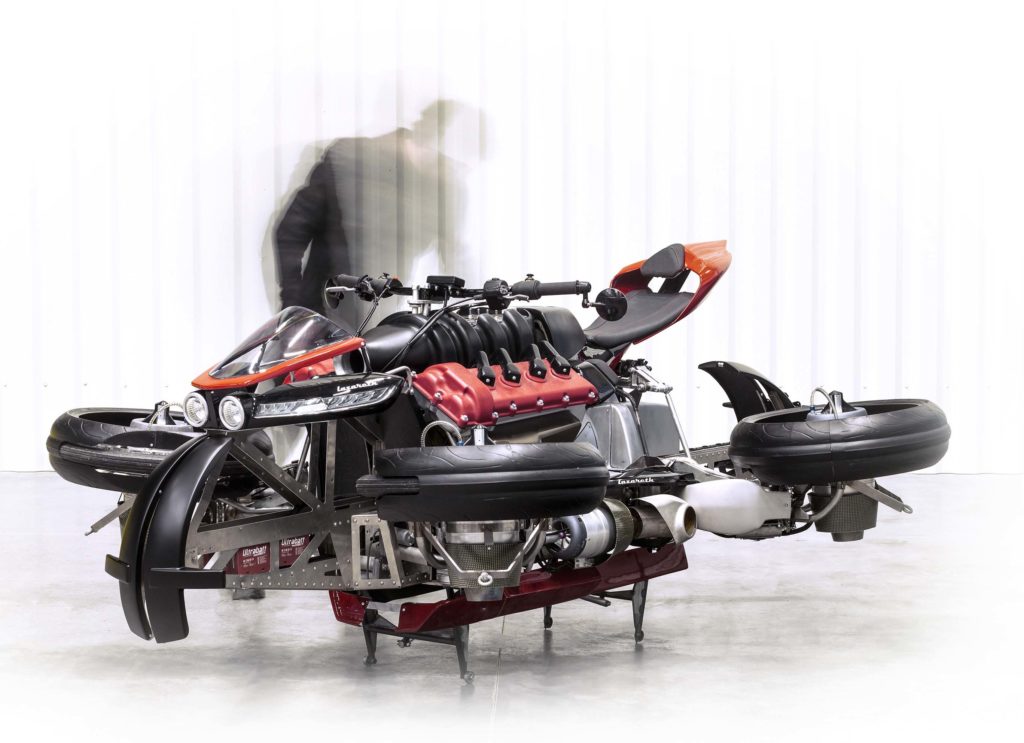
NTN-SNR Bearings for the flying motorcycle

The challenge of designing and building an electric motorcycle that can fly, the LMV 496, was met by the Bearings’ manufacturer, NTN-SNR, and the French vehicle manufacturer, LAZARETH.
The wheels fold out and the turbines positioned at the centre of each wheel enable the motorcycle to take off. NTN-SNR designed the wheel-mounting design that allows the suspension arm to rotate and four engines to be inserted into the centre of each wheel, each fitted with a 5 kg turbine that provides 55 kg of thrust.
In order to develop this innovation, the entire design of the wheels and the bearings had to be reconsidered and an integrated solution put forward.
The project concerns a tilting electric motorcycle whose two front and two rear wheels are twinned. While the motorcycle is in motion, the wheels fold out thanks to very specific kinematics and the motorcycle takes off, powered by four turbines positioned in the centre of each wheel.
Technical characteristics of the project:
- Bearing solution that enables the turbine to be integrated into the centre of the wheel.
- Ball bearing with four points of contact and a 240 mm pitch diameter.
- “Serrated” bearing housing to optimise the guidance of the rolling elements while in motion and to ensure optimal weight.
- Weight of the solution: 2.2 kg per wheel (with the attachments and attachment points)
- Bearing equipped with a deflector to protect against external pollution.
- 3D printing used to manufacture the key parts of the integrated solution.
Sick Digital motor feedback systems for smart servo drive systems

As a result of increasing digitalization in mechanical and plant engineering, electric drive systems are increasingly faced by the challenge of having to be integrated as smart components in future-oriented overall mechatronic concepts.
The SICK range of motor feedback systems with digital HIPERFACE DSL® interface offers the required remote intelligence and communication capability for motors and servo drive systems.
The rotative sensors also meet all requirements for application-based functionality, maximum precision and dynamics as well as certified safety.
The new product families EDS35 and EDM35 are the technological highlight in this range.
With its EDS/EDM35 product family, SICK presents technologically leading singleturn and multiturn motor feedback systems with highest performance density.
The optical system achieves a singleturn resolution of 24 bits – the maximum that high-performance servo controllers can sensibly process without losses due to electric noise. Like all other digital motor feedback systems from SICK, this product family also implements the multiturn functionality of 4,096 revolutions mechanically – without buffer battery and thus wear- and maintenance-free.
Schaeffler Steering systems for electric mobility
")
For the automotive and industrial supplier Schaeffler, electric mobility is one of the most important innovative driving forces for the future. Against this background of increasing vehicle electrification and automation, Schaeffler has been working together with several project partners to develop concepts and prototypes for new steering systems in urban applications. After a duration of three years, the “OmniSteer” group project – which received a subsidy of 1.9 million euros from the German Federal Ministry of Education and Research – is now set for successful completion.
Omni stands for orthogonal and multidirectional driving maneuvers and non-linear steering. In combination with the “Schaeffler Intelligent Corner Module” and innovative wheel suspension that allows wider steering angles, functionally reliable mechatronic lateral and transverse (distance and lane) guidance systems have been developed that will make greater vehicle manoeuvrability possible in the future.
Schaeffler’s E-Wheel Drive electric wheel hub drive is the suitable solution for the mobility of tomorrow. The initial prerequisite for OmniSteer is the electrification of the drive train and, in a subsequent step, the corresponding integration of the drives into the wheels.
ViscoTec Resin mass application electric motor

In the production of electric motors, more precisely in the casting of the coil in the stator, very liquid, low-viscosity materials are processed. A continuous pulsation-free dispensing flow of the material is particularly important here.
In order for the resin masses to harden, they – and also the stators – must be heated. This requires perfect process reliability.
ViscoTec dispensing systems are excellently suited for the application of resin masses. They can easily be integrated into existing production lines. However, they are also impressive in newly designed customer-specific systems.
The endless piston principle used in the ViscoTec dispensing pumps enables pulsation-free, continuous dispensing. Continuously adjustable in application quantity and application speed. Therefore, the dispensing technology specialist can guarantee an ideal penetration behaviour and a completely clean impregnation result, both when processing 1- and 2-component resin masses or trickle resins. ViscoTec dispensing pumps function regardless of viscosity. Even if viscosity fluctuations occur due to storage time or storage temperature, the dispensing functions perfectly.
Ultra-efficient electric propulsion systems for aircraft

WEG, a global manufacturer of motors and drive technology, is teaming up with aircraft OEM Embraer to advance the aerospace industry toward the next generation of propulsion systems.
The new technology cooperation agreement seeks to accelerate knowledge in the use and integration of electric motors in aircraft propulsion, which in turn will lead to deliverable benefits such as greater energy efficiency and better environmental sustainability.
An electric-powered demonstrator already has its first flight scheduled for 2020.
The electrification process forms part of extensive efforts which aim to ensure the environmental commitments of the aerospace sector.
Cooperation between the two research teams will support the creation of innovative technologies that generate opportunities for future aerospace platforms, and potentially develop new market segments.
After testing the newly developed technologies in the laboratory, an aerospace platform will be used for the integration and testing of complex systems under real operating conditions. A small, single-engine aircraft, based on the EMB-203 Ipanema, will be used as the test bed for primary evaluation, before the first demonstrator flight next year.
Bobcat First electric excavator comes off production line
")
Bobcat has announced that the first of the company’s new E10e zero tail swing (ZTS) 1 tonne battery-powered mini-excavators has come off the production line at the Bobcat compact equipment manufacturing plant at Dobris in the Czech Republic.
The first E10e off the line has the Serial Number B4KL11001 and it is headed to the Netherlands to the Authorised Bobcat Dealer, Apeldoorn-based Inter-Techno, where it will be used as a demo machine and is available for hire from Inter-Techno’s partner company, 123Machineverhuur.
Doosan Bobcat has chosen the Dobris factory to produce the E10e for all markets worldwide, with the first machines to be sold in EMEA (Europe, the Middle East and Africa), with North America and then Asian markets to follow.
The Netherlands, Sweden, Germany, Austria and Norway are the first to be selected in Europe, in line with research that shows the highest demand is in these countries. Subsequent sales of the E10e in other countries will depend on the readiness of markets, dealers and the demand from customers.
 The E10e is built on the same platform and produced on the same production line as the highly successful diesel-powered E08 and E10z mini-excavators. This line currently has a total capacity of 2000 machines a year and can produce the required mix of diesel and electric models as dictated by actual market demand.
The E10e is built on the same platform and produced on the same production line as the highly successful diesel-powered E08 and E10z mini-excavators. This line currently has a total capacity of 2000 machines a year and can produce the required mix of diesel and electric models as dictated by actual market demand.
The Bobcat E10e combine zero emissions, low noise and a width of just 71 cm, allowing it to easily pass through standard doors and in and out of lifts.
It is therefore ideal not only for indoor demolition and basement digging, but also many other sites where this type of machine is required such as urban/city centre developments, night-time work and contracts in quiet zones such as hospitals, cemeteries, schools and so on.
The E10e has a state-of-the-art lithium-ion, maintenance-free battery pack with an advanced management system, designed to fit within the standard machine envelope to maintain the machine’s ZTS profile, matching all the parameters and dimensions of the standard diesel-powered E10z mini-excavator.
Based on customer studies, Bobcat has optimized the battery pack to provide capacity to match typical work patterns.
The E10e can therefore be operated for up to four hours on one charge. By using an optional external 400V supercharger, it can be recharged to 80% of its capacity in less than two hours. As a result, the E10e can operate throughout a full working day when used with normal work breaks. The battery can also be fully recharged overnight by using the on-board charger from a standard 230 V grid.
Magnetism under control

Italy, Europe, USA and China: the first sixty years of growth of Laboratorio Elettrofisico, specialized in the design, development and manufacturing of magnetizing systems and magnetic measuring equipment, integrated with automation.
by Luca Melideo
The research on magnetism, the study of materials’ magnetic properties, the possibility of measuring and controlling them accurately are the foundations of the design of common use objects, like household appliances and cars. They are also the focus of Laboratorio Elettrofisico, an Italian company that in its first sixty years of history has contributed in the ideation of more and more performing products used in all industrial sectors and in research.
When it was established in 1959 at Nerviano, in the outskirts of Milan where its headquarters are still located today, the partners of Laboratorio Elettrofisico were the Italian market and its business realities: for them and for their demands, it specialized in the production of magnetizing systems and measuring equipment of materials’ magnetic properties, with constant investments in technology and human resources. Investments that the market immediately acknowledged and awarded: in the Eighties, with a doubled number of employees compared to the beginning, Laboratorio Elettrofisico was ready to create synergies with primary companies, extending its presence in Europe and becoming in a short time a key supplier for major companies in the automotive, aerospace and consumer electronics sectors.

2000 is the year of the first branch in the United States, with the office in Philadelphia, today in Lake Orion, Michigan, to take care of USA customers but already glancing at Asia, where the magnet industry has always been very lively and dynamic. The agreements established with partners in Taiwan and China represent the bases for the setup of LE China some years later and the opening of the first office in China.
2007 is a key year for Laboratorio Elettrofisico, due to the takeover of Walker LDJ Scientific, which adds – to the already rich heritage of the company – over 100 years of technical and engineering expertise and further accelerates a growth course which sees the establishment in succession of new offices in China, in Beijing and Shanghai, and in the United States, close to the Silicon Valley, in addition to the historical office in Michigan, real strategic site for the company.

In 2019, Laboratorio Elettrofisico celebrates its sixty years of successes witnessed by references of international companies that have made innovation their strong point, offices in Europe, Asia and United States and a team of experts in the magnetic sector. Backed by these results, the company looks at next targets with great motivation, to follow the traced course.
Magnetization process for PM rotors

The Permanent Magnet (PM) motor is a critical part in many electric car powertrain designs, which is undergoing rigorous improvement and changes. PM motors offer compact design and higher system efficiency among other advantages.
The race for the electric cars has begun in the automotive industry and companies are vying for an edge in this market segment. The Permanent Magnet (PM) motor is a critical part in many electric car powertrain designs, which is undergoing rigorous improvement and changes. PM motors offer compact design and higher system efficiency among other advantages.
Electric motor Engineering magazine asked Laboratorio Elettrofisico, a global company that specializes in design and manufacturing of high-quality magnetizing and measurement equipment, to illustrate how to deal with this important process.
In recent years, Laboratorio Elettrofisico (LE) has made great strides in the research, development and implementation of in-situ magnetization for PM rotors in powertrain applications.
MAGNET ARRANGEMENTS
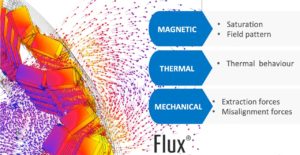
LE offers solutions based on not only the electro-magnetic analysis, but on a complete multi-physics analysis, that includes thermal and stress analysis, pertaining to the in-situ magnetization. Finally, customers are offered custom design solutions, specific to their needs. In most cases, magnetizing systems will typically consist of a dedicated magnetizer along with a custom build magnetizing fixture and associated measurement and automation devices.
The magnetizer is a standalone pulse power supply unit for magnetizing fixtures. It mainly consists of a power capacitor along with its charge and discharge unit. In addition, it contains sophisticated signal processing and other software controllers, managed via HMI-TS display with remote control capability. Beside local remote control, an intercontinental connection is also available for remote service. Tailor made magnetizers feed energy to the magnetizing fixtures, necessary for magnetizing PM devices. Depending upon the electrical conductivity of both magnet materials and surrounding assembly parts, either low capacitance, high voltage configuration or vice versa, high capacitance and low voltage combination may be needed for proper magnetization avoiding eddy current effects. LE latest series of iMag magnetizers caters to all such needs.
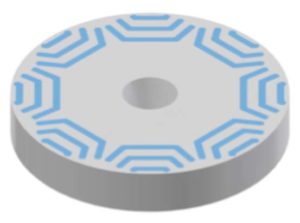
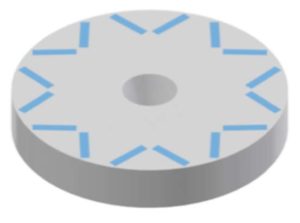
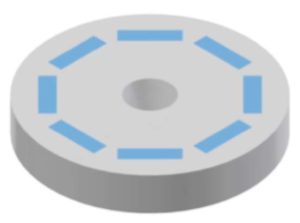
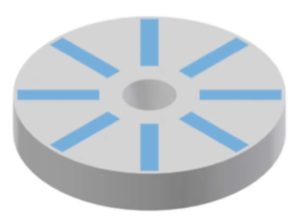
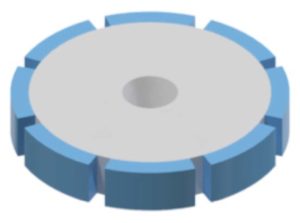
PM rotors come in many different shapes and sizes due to many contributing factors. The magnet position is one such contributing factor. PM rotors can have magnets in V-shape, spoke shaped or they can be surface mounted, among other shapes. Each magnet arrangement necessitates a unique magnetizing fixture with an optimal design besides being durable as well as tailored for mass production.
Magnetizing fixture design is affected by a multitude of factors such as number of poles in the rotor, rotor skew, height of a rotor, magnet material, space availability, customer specific requirements such as particular field along a specified path or surface, etc. Additionally, with growing system complexity, the market requirements are evolving, and, in some cases, customers request to not only saturate the magnets, but also knock them down after magnetization to a desired level of saturation.
Design phase overview
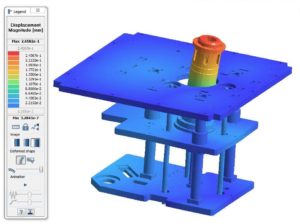
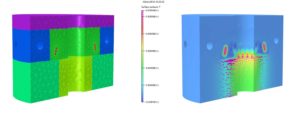
Pulse field magnetization is evaluated using FEA software. Target of this design phase is to simulate the field required for saturating the rotor magnets. Depending on the market needs, field produced on an external surface or path, harmonics, etc. may also be evaluated and used as control parameters. Fixture design starts with electromagnetic FE simulations. Subsequently, thermal behavior and cooling requirements are evaluated, in thermal design phase. Lastly, stress analysis is performed to understand the forces acting on the rotor. These can be exported and provided to the customers if required, to aid in their own mechanical design, or to LE engineering department for the automation design. The above-mentioned design phases are sometimes performed parallelly instead of sequentially to create a feedback loop for complex design cases.
The main tasks of a magnetization bench are to position the magnet correctly during the pulse magnetization process. It also has to withstand large forces generated during the pulse magnetization and the forces generated by the magnets on overall bench post magnetization. These forces can be significantly higher in case of rotor-fixture angular misalignment or if the rotor is not positioned correctly during magnetization. Using electromagnetic FE simulation these forces are evaluated and exported to run a stress analysis on the entire bench, while considering safety factors higher than three or four times Von-Mises stress limit.
Design impact of pole number
For a two-pole rotor a uniform magnetizing field is needed along half the circumference, while on the other hand, for a 30 poles rotor, a sharp magnetization between poles must be obtained. This is successfully done by optimizing the slots design for optimal conductor placement. FEA software and optimization tools are used to adjust parameters such as the slot depth, slot opening etc.
Design impact of rotor skew and height
Typical dimensions of a powertrain rotor height can range up to a few hundreds of mm. Axial distributions of magnets in rotor can be straight, skewed, step skewed. There are two ways to manage magnetization of such long rotors.
- Magnetize the rotor stack by stack with axial steps. This process is usually slow and needs as many numbers of magnetizing shots as the number of stacks in the rotor assembly. This is quite versatile as using the same magnetizing fixture heads, rotors with varying skew patterns and rotor height can be easily magnetized.
- Second method of handling large rotors is to use a single shot magnetization, where the magnetizing fixture is usually taller than the rotor, this process is more energy efficient and only one shot is required, but it is dedicated to one model. If you change the skew angle or the rotor height you would need a different fixture.
Design impact of magnetic material
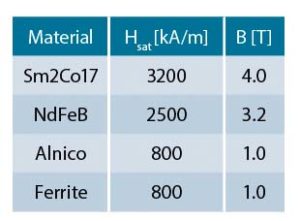
Magnets used in PM motors can be rare earth compounds, such as Nd or SmCo alloys or ferrites or even Alnicos (which are still used in specific cases). Magnet material is the most important deciding factor in the fixture design. It not only decides the energy requirement for magnetization, but also greatly impacts thermal and stress consideration in the design of magnetizing fixtures. For two identical rotors with different magnet material, a particular magnetizer may not be capable of magnetizing both the rotors as the applied saturation field required for each material vary greatly and fixture thermal and safety limits can be constraining factors. In the table 1, the typical values of the saturation field for the most widely used materials are presented.
Positioning of rotors in a magnetizing fixture
Depending upon space requirements and rotor shapes, either an internal or an external magnetizing fixture can be chosen. In an external magnetizing fixture, a rotor has to be inserted and properly oriented, if indexed. In many cases, the fixture itself orients the rotor according to its material anisotropy. Automation may be provided for rapid positioning of rotors in magnetizing fixtures.
Improved winding technology
Winding arrangement can be a key decision during fixture design. Based on each specific requirement, LE may adopt a standard round wire conductor which is an all-purpose solution, or the windings may have skewed slots that follow rotor skewing, to better saturate magnets in each stack. Recently, thanks to the latest 3D printers, LE has started adopting winding guides, which has enabled us to wind the rectangular wires easily in complex designs this greatly improves thermal dissipation and is critical especially when the goal is to reduce the cycle time.
Magnetizing fixture tolerances

One of the most frequently asked questions from LE customers is how strict the positioning tolerances need to be during magnetization. For answering the question and for giving reliable results, LE runs tolerance DOE, whereby small deviations are given to the nominal values and the effect of these deviations on the magnetization are evaluated. In this way, it is easier to decide where to put strict tolerances constraints, and where the constraints need not be strict. This helps automation design team to focus on what really matters for positioning the rotor in the magnetizing fixture.
Measurement
For a reliable system, measurement is indispensable. Some routine measurements include incoming parts mechanical inspection, characterization of the materials and the validation of the results. A typical magnetizing fixture will have measurement systems embedded to check the magnetization process. An embedded flux sense coil detects the flux exerted by the rotor, post magnetization. LE offers diverse measurement solutions to customers for quick and reliable measurement checks such as magnetic imaging systems for post magnetization validation.
Automation
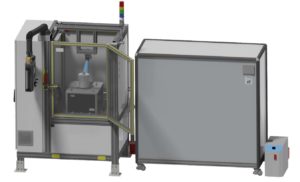
The magnetizing system is often incorporated with automation system, for rapid rotor positioning, magnetization, measurement and extraction.
An automated process is a good option for fast and repeatable magnetization. Handling big rotors can be troublesome. This required us the design and manufacture of automatic magnetization benches for rapid magnetization and measurement of rotors, integrated seamlessly into a production line. Semi-automatic benches are also offered, where a few operations are manual. For quick inspection, identification cameras, QR readers and reject shooting procedures are implemented.
Only poka-yoke devices with safety as the highest priority are considered in the manufacturing and assembly of magnetizing stations.
Comau introduces a new 4.0 seaming system for electric vehicles

Comau, pioneer in the development of advanced laser welding processes and applications, has created highly specialized laser laboratories to support companies in the development, implementation and optimization of laser processes that concern the manufacturing and the assembling of electric motors and batteries.
With two laboratories at Grugliasco (Turin) – one specialized in batteries and the other dedicated to e-motors, besides other laboratories in Shanghai and Detroit, Comau has all-round strengthened its value chain in the electric sector with the offer of a broad range of laser processes for various industrial sectors, such as automotive, aerospace, General Industry, energy and Oil & Gas.
In this way, Comau aims at increasing the efficiency, the speed and the value of companies’ productions, allowing them to offer highly competitive solutions in the electrification field.
For this reason, its specialized laser laboratories have been equipped with Comau NJ-220 robots, able to work simultaneously and on different kinds of applications, powered by the innovative LHYTE (Laser Hybrid Technology) system, developed by Comau in collaboration with Prima Electro.
LHYTE is suitable for numerous different applications due to a patented solution that allows automatically alternating fibre and diode laser to guarantee an optimal high-precision junction, fundamental for assembling an electric battery or an electric motor.
Moreover, LHYTE can manage the complexity of working materials, such as copper and aluminium, characterized by different melting temperatures, meanwhile assuring a strong joint tightness with a low level of electrical resistance.
“We can make any type of battery pack with whatever power level, besides, we can assemble the entire electrical battery, from the welding of the single cells that make up a module to the stacking of the various modules that constitute a battery pack, up to the laser welding of the entire “case” – explains Giovanni Di Stefano, Chief Technology Officer – Electrification of Comau. “In our brand-new laboratory we are also developing a similar solution for the laser welding of hairpin motors”.
Comau laser laboratories can be configured, equipped and adapted according to the demanded working process and to the type of product under manufacturing.
Besides satisfying a broad range of applications, Comau develops and optimizes each phase of the laser welding process, from prototyping to the production of pre-series, when requested by customers.
Each project is supported by a dedicated team of engineers, who develop and identify the best welding solution for each customer, with services that range from feasibility studies to the process optimization.