Nord Drivesystems offers a wide range of smooth surface motors for industries and applications with high hygiene standards. In order to fully support the requirements of lower power motors, the drive specialist has now developed an additional motor size. The new size 71 smooth body motors are available in three power classes: 0.12 kW, 0.18 kW and 0.25 kW.
IE3 efficiency level guarantees resource-saving operation. Thanks to their aluminium housing (protection class IP66), the motors are protected against corrosion. Additional protection is provided by the optionally available, innovative nsd tupH surface treatment. Nord smooth body motors are fanless and therefore contribute to the non-proliferation of germs during production.
The modular design provides wide application flexibility due to numerous equipment options. Variants with condensation outlets (sealed), encapsulated terminal box, standstill heating, temperature sensor, temperature monitor and/or protection class IP69K expand, among other things, the possible uses. The motors are available in various versions. This way they are suitable for the entire Nord range, preferably for use with Nord aluminium smooth surface drives (Nordbloc.1 helical gear units, Nordbloc.1 bevel gear units, SMI worm gears).
Nord smooth surface motors are specifically designed for easy cleaning and have even and regular surface transitions wherever possible. Thus, cleaning liquids and foam can wash off easily. Due to their washdown design, they are especially suitable for the application in the food and beverage industry.
Based on the new concept of “dual drive system”, the device designed and implemented by BTSR International can grant the perfect combination between the feeding control and the accumulation control. A multi-patented system that, actually, is qualified as the first “positive and driven” feeder introduced on the market.
About 120 employees, more than 25 million Euros of turnover expected for 2018, with over 70% represented by an export addressed worldwide. We are speaking of BTSR International, company specialized in the design and in the implementation of electronic sensors for the quality control in the productive chains of textile-clothes, of mechano-textile and technical textile, for years operating also with solutions for the check of metal wires (copper and precious metals). Ambit, the latter, that has allowed it to further enhance its presence in the automotive market. Solutions with high technological content, which include electronic sensors and smart systems, aimed at satisfying the most diversified requirements concerning the monitoring of the yarn running, the feed tension keeping and the primary quality control parameters on any type of yarn: traditional yarns, elastomers, glass fibers and carbon fibers. A broad range of devices among which stands out CWF 2000, specific high-tech system for the control of the metal wire tension.
A highly technological multi-patented system that, thanks to a fully new wire tension control modality, differing from the already known and more conventional ones, allows reaching unprecedented process efficiency and quality.
«CWF 2000 – underlines Caviggioli – allows feeding the wire constantly and uniformly, irrespective of the speed of the wire itself, connected with the machine speed and the coil size, as well as with the coil section/shape».
1 of 4
CWF 2000, with a single device, can cover a wide range of diameters and tensions, from 0.01 to 0.6 mm (58 – 23 AWG), from 0.5 to 2,000 g. Thanks to a series of small easily replaceable accessories, it can be reconfigured to suit the most different requirements
Double closed loop for total quality: from the coil to the winding
Based on the new concept of “dual drive system”, able to grant the perfect matching between the feeding control and the accumulation control, the new CWF 2000 represents the first “positive and driven” feeder released on the market.
«Very compact and ergonomic – specifies Caviggioli – this device can be integrated also on existing lines and can process wires from 0.014 to 0.6 mm of diameter. Thanks to its intrinsic peculiarities, it allows programming up to three different tension values of wire feeding, without any interface/connection to the coil winding machine, or up to four different wire feeding tension values during the winding cycle, using two digital outputs of the coil winding machine».
More in detail, the programmable tension range is included between 5 and 2,000 g, with 1 g resolution that drops to 0.01 in the 0.5 ÷ 200 g range. The feeding speed range is instead 0.1 ÷ 25 m/s, that is to say 6 ÷ 1,500 m/min.
Technological core of the system, which enables such performances and assures excellent results in terms of quality and repeatability in the winding process, is represented by the two particular (and patented) controls: Motor Torque and Lwa (Length of Wire Absorbed).
«In short – highlights Caviggioli – there is a double closed loop that controls the feeding tension of the wire and its advancement speed, along the entire path, from feeding coils to final coils. The Motor Torque function assures the perfect control of the motor torque and then the constancy of the input tension, annulling eventual tension peaks».
1 of 2
CWF 2000 finds application in several sectors, like for instance by producers of ignition coils for automotive, solenoids, transformers, relays, stator windings and rotors for household appliance motors
The digital motor torque control can detect and adjust an eventual tension anomaly of the input feeding, generating an alert and the process stop before the wire can be damaged. Thus avoiding any production not in compliance with the demanded requisites. Essential is also the capability of managing automatically the sudden absorption or release of the wire during the work process and the simultaneous maintenance of the wire feeding tension at the set value.
«The second closed loop – adds Caviggioli – represented by the function called Lwa, it too patented, assures instead a constant consumption of output wire».
Such function allows detecting and controlling: any dimensional variation of the shapes of the winding coil; a wrong wire size; the wrong setup of clamping chucks (core sliding); eventual accumulation of filth inside the wire guide; damaging of the wire guide; any mechanical variation or friction on contact points after the feeder (between CWF and coil). Moreover, it allows monitoring the gradual deterioration of the mechanical machine parts (wire guide, chucks and so on), registering eventual temperature differences between hot/cold machine, as well as the passage of the wire through the wire guides with different angles and frictions.
With constant focus on the process innovation, the production division of Btsr International avails itself of real 4.0 advanced plants and instruments, among the most advanced existing on the market
Control, monitoring and planning of the production 4.0
In addition to the two motors that control and keep the winding feeding tension constant during the entire process, CWF 2000 relies on a third motor, too. The latter adjusts a tensioning arm that, automatically, can suit the already mentioned broad range of metal wires to be processed (from 0.016 to 0.6 mm of diameter). High flexibility assured by a set of small accessories that make it a component able to satisfy and to suit the most different requirements.
The base version, CWF 2000 is suitable for loads from 5 to 800 g but it can be easily upgraded to endure max. loads of 2,000 g, adding a tension stabilizer of the input wire. The execution called CWF 2000/L (provided with load cell from 0.5 to 200 g, resolution of 0.1 g) is in fact suitable for processing very thin wires and low loads. The CWF 2000/Slk execution features the same peculiarities as the previous model but it is equipped with special input tensioning arm, apt for the processing of spiral wires.
The company in brief
Tiziano Barea, president and general manager of Btsr International, Olgiate Olona (VA)
The company in brief Established in 1979 thanks to the entrepreneurial farsightedness of a very young electronic engineer, Tiziano Barea, class 1960, president in charge and general manager, Btsr International (acronym of Best Technologies Study and Research) is headquartered in Olgiate Olona (VA). A plant extending on 6,000 covered square metres that host the research and development centre, administration and accounting offices and the production centre where high-tech and human resources synergistically operate at the service of the process and product innovation. «Our production cycle – states Tiziano Barea – can be subdivided into two main sequential phases. The first is highly technological and extremely robotized. It provides for the use of a minimal highly skilled labour force and the use of fully automated lines for the mass-production of electronic components, constituting the core of our products. The second manual phase provides for the division into organized work teams. They carry out the testing, the assembly, the calibration and the serial identification of all components, for a precise and total traceability of finished parts». Constantly pursuing the process innovation, the production division avails itself of advanced plants and instruments really conforming to 4.0, among the most cutting-edge available on the market. Lines able to manufacture 400,000 components/hour, to carry out 3D analyses of the electronic board welds and X-ray machines to test the finished product fully automatically. High added-value systems that allow a 100% controlled just-in-time production, able to satisfy the most different market requirements. «A prevailingly international market – adds Barea – with a presence of our brand in over 30 Countries, which we address with a strong “problem solving” attitude, since the design phase. With an operational structure subdivided into four business units: textile, technical-textile, electronic components and on-demand projects, upon precise specifications». Know-how, competences and intellectual property that, at the threshold of the first thirty years of activity, means over 500 international registered patents. «Our growth – ends Barea – has always been based on intense, unceasing and constant research and development activities, for which about 7-10% of our turnover is allocated every year». Never-ending innovation, then, from which derives also CWF 2000, the new high-tech system in the technology of metal wire feeding tension Btsr-branded.
«With a really minimal expense – confirms Caviggioli – you can replace the accessories to reconfigure the system quickly according to specific requirements, without any additional and/or replacement intervention».
The innovative system proposed by BTSR International stands out also for maintenance and safety aspects. Not being a brake, in fact, it does not need particular maintenance activities, apart from the simple substitution of the o-Rings.
In the new Sipro production line of needle winding and brushless motors, CWF 2000 allows the accurate control of the wire tension, granting the dimensional uniformities of the wound coils even at extreme speeds
«Concerning safety – further underlines Caviggioli – without needing a direct contact with the wire, the operator can check on the display the work tension, the speed and the various process phases. Data that obviously can be displayed also from remote».
Keeping pace with Industry 4.0, the new CWF 2000 is in fact based on a control software that can be also integrated also into the PLC of the coil winding machine on which it is installed, with all consequent operational benefits.
«In this way – adds Caviggioli – the data browsing and analysis, the process monitoring and programming become immediate. Activities that can be carried out from remote by the new Matrix Touch Coil, a functional dedicated tablet. Opportunity that allows identifying easily also the critical points of each winding line, transforming the device also into a powerful support for the operators and the managers of production and planning. Each single line can then be visualized by the App Easy Coil, for departmental operational reporting».
New Nortech line for the production of solenoids; the Btsr software can be easily integrated into the PLC of the new coil winding machines
The various production lines (which can be spread also in different plants) are instead supervised by the Pc Link Web Coil, a web-based app that allows collecting uniform data to monitor the entire production. This grants a homogeneous data collection according to Industry 4.0 requisites, not only in case of installation on new lines but also of less evolved winding plants.
«Control, monitoring and planning of the production – underlines Caviggioli – that can be performed with Pc Lin Web Coil for any device developed by us, in addition to CWF 2000, and installed on any other line typology».
In the new Sipro production line of solenoids, CWF 2000 assures a decrease of wire breakages and then minor downtimes, besides a shortening of cycle times and a very fast investment payback
Technological innovation for a fast investment payback
The mentioned operation principles of new conception, like the digital “dual drive” system, the double closed loop control, the “tension profiler” function and the forefront control system of the motor torque represent radical innovations that imply exclusive benefits at different operational levels.
Paolo Caviggioli, project manager of Btsr International in Olgiate Olona (VA)
It is a highly innovative solution that aims at redefining the state-of-the-art in the wire feeding technology, expected to exert a significant impact in the metal wire winding sector.
«Not only in terms of versatility – states and reconfirms Caviggioli – but also in terms of production efficiency, quality and repeatability. The device allows the processing of a broad range of wire diameters, centralized programming and monitoring, great versatility to keep a tension value constant and granted».
At the same time, CWF 2000 represents a highly profitable investment. As witnessed by the numerous applicative ambits that have benefitted from it for a long time.
1 of 2
Ignition Coil production line retrofitted with CWF 2000. This new technology allows optimizing processes and improving the product quality
Relay production line retrofitted with CWF 2000. The investment return, also in these cases, is granted in very short times thanks to Btsr patented technology
«They are manufacturers of ignition coils for automotive – ends
Caviggioli – of transformers with primary and secondary windings, contactors, relays and also producers of stator windings for household appliance motors, just to make some examples. Applications carried out on new plants and retrofits of existing lines, which have brought higher production efficiency, cost saving and quality increase. Benefits that, together with the drastic reduction of wire breakages and rejects, have allowed an investment payback in few months».
Next to liquid sealants, thermal interface materials, adhesives and impregnation resins for new-generation battery packs, Henkel is leveraging existing and new products and technologies for the emerging trend towards e-drive modules combining electric motor, power electronics and gearbox in one integrated e-axle unit. In addition, customers are also supported with appropriate design guidelines and recommendations for process requirements including equipment enabling automated high-volume production.Henkel’s portfolio for the entire value chain of e-drives manufacturing is focused on six key application areas: liquid gasketing, potting, pcb technologies, magnet bonding, impregnation service and parts cleaners and lubricants.
A polyacrylate technology – Loctite AA 5831 – is used for protection and fixation of parts in the e-motor or in the conversion electronic control unit. The compound has an ideal fit in large-series potting operations and cures within seconds under UV light and moisture. For e-drive stator coil potting applications, Henkel offers the two-component epoxy technology of Loctite PE 8082 which has a thermal conductivity of 1 W/mK, resulting in a significantly reduced working temperature. In addition, it shows outstanding oil resistance. Loctite EA 9497 is used for the bonding of magnets inside the e-motor. The two-component epoxy adhesive has proven its long-term reliability in this application segment, combining a wide operating temperature range of -55°C to +200°C with high mechanical strength as well as good chemical and oil resistance. With its added thermal conductivity, it also supports a more efficient thermal management.Parts cleaners and lubricants: Henkel’s range of machining products along with parts cleaners help to maintain a cleaner part through the entire process to ensure tight tolerances and reduce residues on parts, especially when used on sensitive e-drive modules.
To optimise the total cost of ownership, Nord Drivesystems supplies drive solutions to reduce operating costs. This includes reduction of the number of versions with the aid of the Nord modular system, reduction of energy consumption through the use of efficient IE4 synchronous motors, long service life and low maintenance Nord drive units. Energy saving IE4 synchronous motors from Nord are highly efficient and meet the most stringent energy regulations – and thanks to Pmsm technology, also in the partial load and speed ranges. This enables significant cost savings.In addition, Nord systems facilitate reduction of the number of versions and spare parts management. For Intralogistics and airport applications, Nord supplies the LogiDrive standardised geared motor system consisting of an IE4 synchronous motor, a two-stage bevel gear unit and a Nordac Link field distributor is a perfectly matched drive system. For pallet conveying technology Nord offers an economical combination of an asynchronous motor and the Nordac Base frequency inverter. The high quality and reliability of Nord Products results in a longer service life with lower maintenance costs, which further reduces the total cost. Also, with the aid of Nord frequency inverters, maintenance and repair costs can be significantly reduced and plant availability increased.
50 years of experience have led the Vignati Group to develop strict processing methods with quality meeting the highest standards, with technical skills enabling it to assist customers even in conceiving and creating complex subassemblies.The Vignati Group is specialized in the production of complex technical components, including the production of moulds and dies. Its main areas of business are: appliances, automotive, electronics and electromechanics; medical; telecommunications.
The Vignati Group provides prototyping services through its prototype manager: analysis of details prior to industrial launch; launch of mould and die design; validation of designs; production of moulds and dies; testing and compilation of specific technical dossier; product qualification; assembly as customer requirements; correct management of the industrial engineering process is the key to reducing technical risk, thus reducing costs and meeting programming deadlines and quality standards; partnership with high-level laboratories to offer services marked by active participation in the development of the component and its function right through to the creation of the subassembly, featuring quality and performance without the high costs.
What are the structural choices that make a motor innovative and super-performing? What are the most suitable materials for obtaining the best of each component in the design layout? We have asked it to a great expert: Luca Ianni, Engineer and Electric Motor Specialist of AVL, among the leader forefront companies, which at its sites, including the Italian hub at Cavriago (RE), is intercepting and outlining the present and the future of the electric motor of excellence.
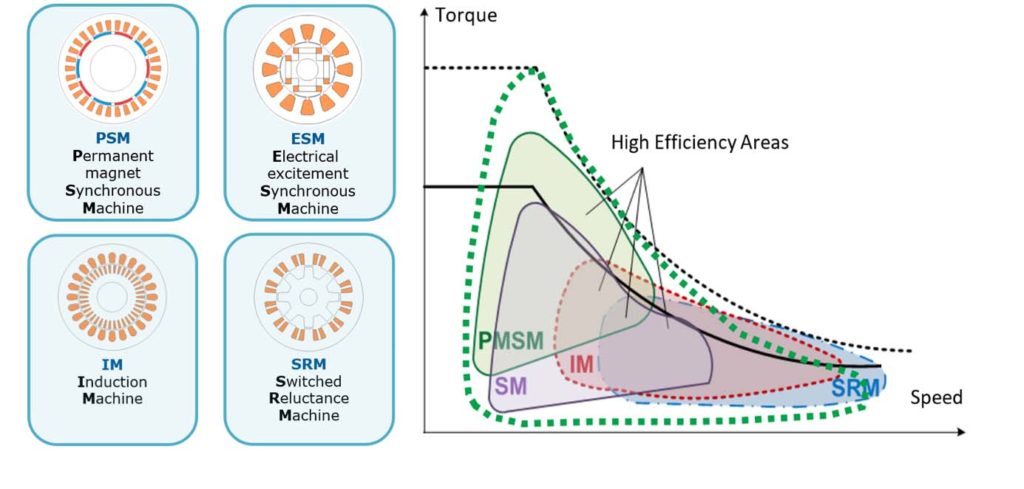
Before going into the impressive theme that highlights the innovation of electric motors, with the target of exceeding the limit of the performances reached today from the point of view of technology and electromagnetic operation, especially in automotive ambit, it is necessary to do a macro-subdivision of electric motors; first between those with axial flux and radial flux. «In the automotive sector, we still find both motor typologies, even if there is growing interest in axial flux motors due to the achievable torque and power density performances. Today the axial flux motor can reach levels that were unconceivable last years, especially in terms of cost, because this motor typology features higher manufacturing difficulties that made the manufacturing cost rise and then induced to discard it a priori, owing to budgets, compared with radial flux motors».
In the topic that highlights innovation of electric motors, we must do a macro-subdivision among different types of electric motors
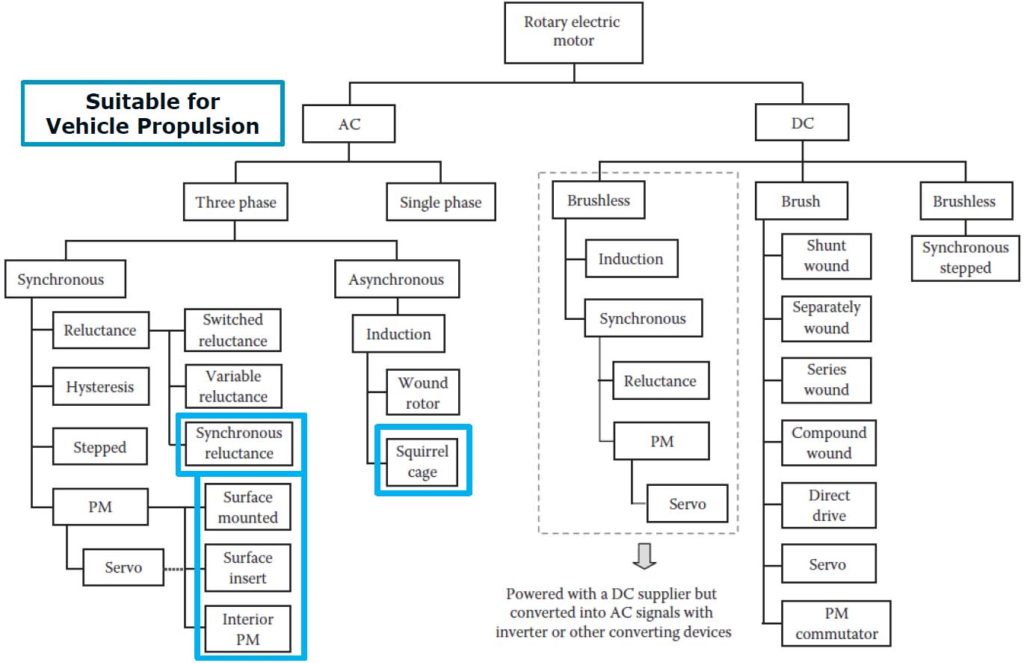
Other macro-divisions among motors see on one hand permanent magnets synchronous motors, then brushless motors that in their turn can be split into surface mounted permanent magnet motors and internal permanent magnet motors, the latter called also IPM, widely used in the automotive industry because they allow exploiting the reluctance torque component, increasing efficiency and extending the speed range versus other structural typologies. On the other hand, there are wound rotor synchronous motors without magnets in their interior but with windings in the rotor, too. Asynchronous motors with squirrel cage rotor, appreciated for their low costs, high operation temperatures and the user-friendliness of the drive control. Finally, reluctance motors, which exploit only the reluctance contribution to produce torque, characterized by a simple rotor, without windings, bars or magnets, and then easily manufactured, not expensive and mechanically sturdy.
Wei Tong. 2014. Mechanical design of electric motors. CRC Press. “Suitable for vehicle propulsion” highlighted by AVL
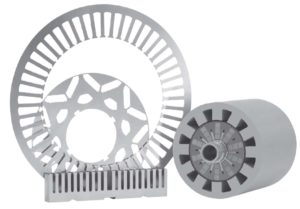
Laminations
Beyond the simulation and design aspect that allows attaining more performing motors than in the past, what makes an electric motor become innovative, in comparison with past decades, is undoubtedly the choice of materials. In this context, a fundamental role is played by the lamination composing the rotor and the stator.
www.absolutewireedm.com wire EDM cutting
«Today we more and more often use laminations of iron –cobalt material, characterized by better performances in the electromagnetic behaviour, broader use range before saturation and low loss figures, with unchanged induction and frequencies, compared to other materials like iron-silicon. On the other hand, iron-cobalt features lower yield stress values than iron-silicon and therefore, for high-speed applications with notable mechanical stresses, the design optimization (i.e. flux barriers for IPM motors) and manufacturing techniques, like for instance backlack, become crucial. Iron losses are also reduced by the strong rolling of stator and rotor stacks: the more we decrease the thickness of these laminations, the more we reduce eddy-effect losses The trend that is prevailing today is having laminations around 0.2mm, even if with current cutting techniques we can obtain laminations of just 55µm. Obviously, 0.2mm laminations can be easily processed with punching and laser cutting techniques and then suitable for mass-production, on the contrary, from 55µm laminations we can achieve the wished geometries only through “Wire EDM” cutting techniques, suiting small volumes».
www.vacuumschmelze.de – lamination examples
Magnets
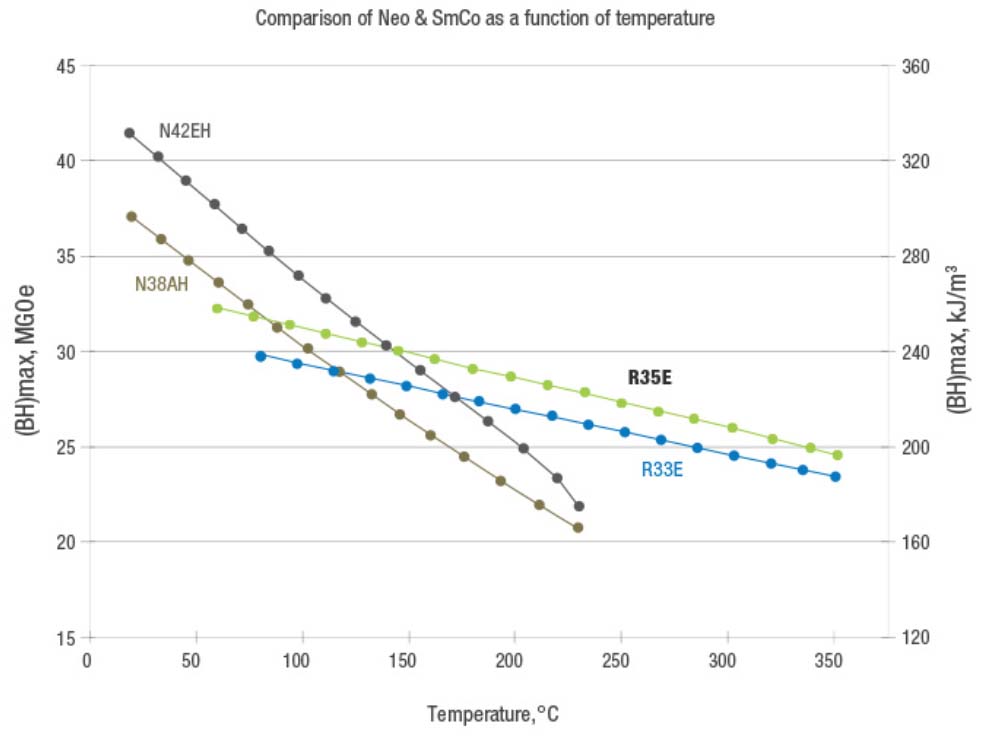
Throughout the years, the performances of the magnets offered by suppliers constantly improve. On the market, in fact, are available products with higher values of remanence and intrinsic coercitivity than in the past, this results in higher performance with the same magnet volumes and minor demagnetization problems, with the advantage of motors that can operate at higher temperatures and with higher inner magnetic fluxes, then improved torque and power density performances.
«Speaking of the materials that compose magnets, typically in the industrial sector but also in the automotive, Neodymium-Iron -Boron (NdFeB) is broadly used.
Other magnet typology is Samarium-Cobalt (SmCo) one that, even if more expensive, has higher BHmax values than NdFeB ones for temperatures exceeding about 150/180°C, but lower values compared to the best grades of NdFeB for lower temperatures.
www.atopwinding.com – stator with hairpin
The SmCo magnet features then higher remanence values at high temperatures and is less affected by demagnetization problems, featuring higher intrinsic coercitivity values than other typologies. In the choice of one instead of the other, we must understand what performance target we want to reach and then the thermal class of the motor. If we decide designing a motor that operates at 200°C and over (C thermal class), SmCo magnets certainly assure better performances. Moreover, the high admissible thermal delta, with regard to the environmental temperature, allows increasing torque and power densities of the motor at unreachable values with NdFeB magnets used at lower temperatures (F or H thermal classes)».
www.arnoldmagnetics.com – NdFeB and SmCo magnets comparison
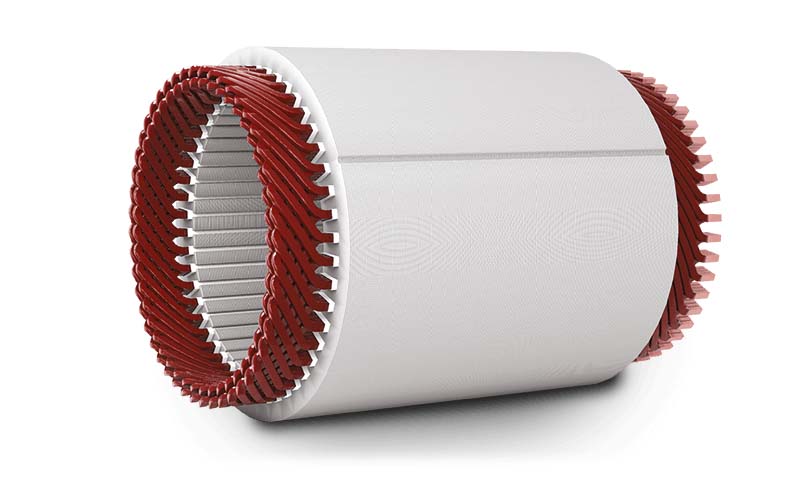
Windings
Another variant that is increasingly present in current motors is given by a growing use of hairpins instead of wire windings that constitute the wound stator. «We are witnessing a growing use, especially in the automotive industry, of hairpins, then enameled copper bars used to form windings inside stator slots. Benefits are immediate thanks to the bigger quantity of conductive material that can be inserted into the slots, leaving fewer empty spaces among conductors and then improving also the heat dissipation capacity».
Cooling system topologies
The fill factor, then the ratio between copper area and slot area, generally reaches values ranging from 0.3 to 0.6 by using copper wires; with the use of hairpins and with an optimized slot geometry for the specific conductor, it is possible to go beyond this limit. Increasing the fill factor, then having more copper at disposal inside the slot itself, with unchanged current allows reducing joule losses, and therefore improving efficiency and reducing over-temperatures; reasoning instead with the same admissible thermal delta, it means the possibility of improving motor performances and then the torque density, with the same mass and volume.
Moreover, hairpins can be rolled in such a way as to avoid skin effect phenomena in the conductor.
AVL oil cooled IPM motor – external view
Heat dissipation
The heat generation is connected with losses that occur inside the motor, they can be either joule losses in stator windings, or in rotor bars for induction motors, eddy effect and hysteresis losses in the laminations of rotor and stator, eddy effect losses in magnets, friction losses in bearings and windage losses in the magnetic gap in air between stator and rotor.
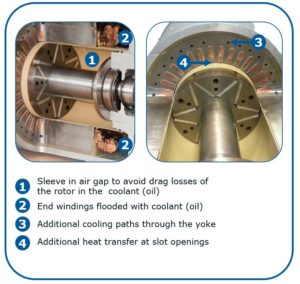
AVL oil cooled IPM motor – internal view
«All these losses result in heat generation; improving the cooling system and then the capability of extracting this heat from the motor and of dissipating it allows making the motor more performing: the better we dissipate heat, the higher performances will be».
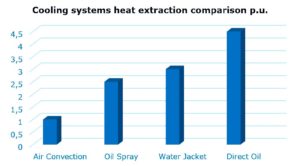
There are different modalities to dissipate heat and each way has different efficaciousness. In industrial ambit, we generally opt for cooling through natural convection, broadly used for brushless motors or for air-forced systems often used in asynchronous with winged enclosures; we make the air flow (moved by a fan connected with the shaft or driven by a secondary motor) on the outer enclosure of the motor, increasing the thermal exchange that would occur with the standard convection. However, the performances we can obtain from these systems are distant from the ones wished for high power density motors. To grant better performances it is necessary to choose other methods, especially for the automotive sector of sport cars, where the research of performances is fundamental. A more performing system provides for the use of a water jacket that forms the motor enclosure, containing ducts where the coolant flows, generally a water and glycol mixture. This broadly used typology allows attaining 3-time higher heat extraction than in a motor cooled by natural convection only.
A result resembling this cooling solution is achievable through the oil spray system, i.e. the injection of refrigerated oil on the heads of stator windings, therefore directly permitting to extract heat from the copper section protruding from the stator stack.
«There is another method, more performing than all others but less used, which allows a 4.5 time higher heat dissipation than natural convection: the complete immersion of the stator inside the oil that implies an excellent heat extraction from the stator and relative windings. Currently, despite the positive results, it is not largely used because this method requires particular manufacturing devices and this means that also costs increase hand in hand with performances, rise that cannot be justified for some applications».
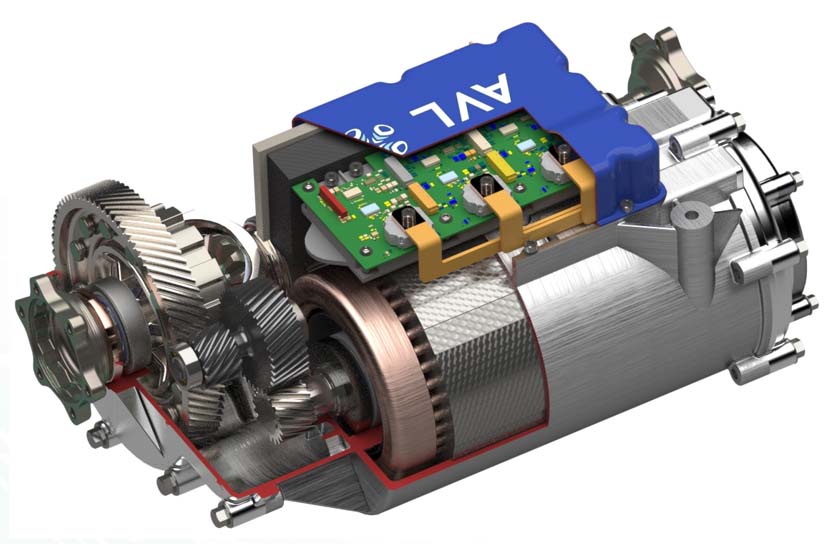
AVL full integrated electric axel
The integration of the perfect mix
The perfect mix of components for the best possible motor? «A motor able to encompass the best of all materials and optimal electromagnetic, thermal and mechanical design, combined with all aspects of NVH and component noise optimization. Therefore, today the identikit of the innovative motor might be a brushless internal permanent magnet motor made of samarium-cobalt, which admit a use at steady-state temperatures exceeding 180°C, possibly in C class, with direct cooling in oil; iron-cobalt laminations in backlack, researching speeds certainly surpassing 20.000rpm with reduced losses. We should not underestimate the importance of having insulating material, resins and pottings, able to withstand temperatures exceeding 200°C, for the consequent freedom of a less constrained design, able to provide higher and higher performances. The potting compounds, for instance, used to encapsulate windings, which give benefits not only in terms of electric insulation but also in the heat exchange between windings and laminations, are today limited to temperatures inferior to the C class; besides, for all those applications that provide also for a particular motor certification for the sale in some States, like UL for the United States and CSA for Canada, the thermal limit of the insulating material is fixed at much lower values than the real limit of the component, then making the pursuit of the absolute performance, and at the same time the certification of the motor for a certain market, almost impossible».
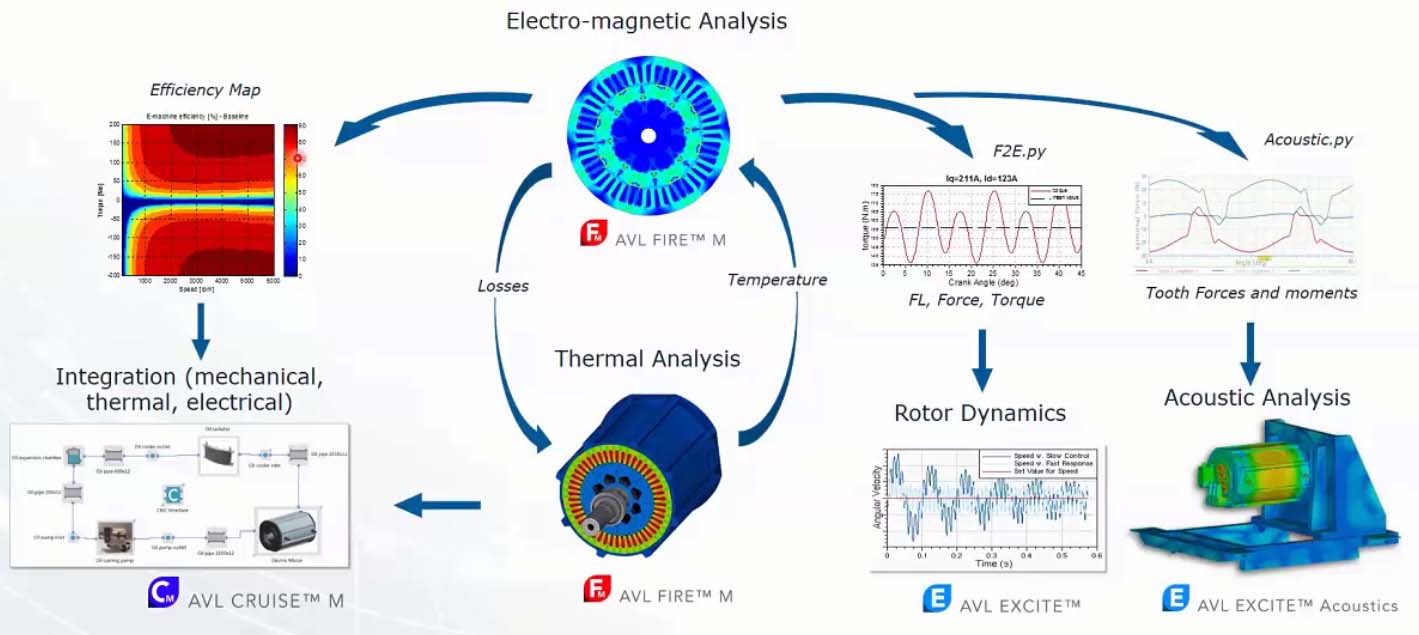
Simulation and test
Rendering of the AVL test room for eMotors
The motor performance is strictly linked with design and simulations carried out before the prototyping and production phases are fundamental. In a first step, it is possible to use 1D concentrated parameter calculation software for both the preliminary sizing and thermal simulations. In a second phase of more accurate optimization, FEM and CFD finite element simulation software, both 2D and 3D, are used, thus covering all the aspects that characterize an electric motor, from the electromagnetic circuit to mechanical, thermal and NVH performance, up to the study of the behaviour that occurs when the motor operates inside the application system, such as for instance an electric axle or an entire powertrain. «A study of this kind, then more in-depth, with more accurate simulations, addresses for instance the automotive ambit because torque and power densities of the motors intended for the most performing cars, are at the limit of technical possibilities, especially for high-speed applications or wherever we try to optimize efficiency at best or to exploit as much as possible the admissible thermal jump from used materials.
AVL software for eMotor simulation
Besides the simulations, there is a key step: the test on the manufactured motor. It is not sufficient, in fact, to design and to simulate it, it is necessary to be able to test it accurately once manufactured, especially concerning the first prototypes, in order to validate the simulations executed; collecting precise data on prototypes allows carrying out the due optimizations in the second phase of simulations; besides, it is possible to acquire the necessary inputs for other simulation typologies, hardly executable without a first test phase, like for instance the airborne simulations for the definition and the reduction of noises».
The excellence of AVL deserves to be highlighted not only due to the capability of designing highly performing motors but also for the ability of integrating them at best inside use systems, to the ends of real innovation that provides for the integration of the electric motor with power electronics and mechanical transmission.
«What we are developing as AVL is an integrated design package, where the whole motor enclosure is devised for its connection with the inverter and the gearbox. All that allows achieving a noteworthy reduction of sizes and weights and then making the real difference in some applications, such as the automotive ambit».
The YASASi400 controller delivers 200kVA (400V and 500 Arms) from a 5 litre package weighing just 5.75kg. The controller features innovative thermal management including dielectric oil cooling and is suitable for use with induction, permanent magnet and axial-flux electric motors. When coupled with YASA’s axial-flux electric motors, the Si400 controller offers best-in-class efficiency and control dynamics. New controller series provides powertrain designers with new ways to optimise vehicle performance, range and cost. Si400 samples are available to OEM and tier-one customers.
YASA CEO Chris Harris said: «With this new series of controllers, we’re responding to our customers’ demand for increased flexibility in powertrain design. The first release in the series, the Si400, is significantly smaller and lighter than competitive products and when coupled with our axial-flux motors enables significant improvements in vehicle performance, range and cost. This will mean greater choice for consumers, increasing the already rapid adoption of electric vehicles and setting the bar for driving experiences».
Either single phase and three phase, this Elvem asynchronous electric motors with aluminium housing has double polarity. The standard size goes from MEC 56 to MEC160, efficiency classes IE4, IE3, IE2 and IE1.
The casing of the electric motors features a detailed design, in square section. It is designed for optimal cooling and easy installation and maintenance. It features lifting devices on all sides that guarantee easy handling of the motor.
Foot fastening point is parallel to the centre line of the casing and foot attachment is modular allowing you to fit the motor either to the left or to the right side.
The terminal box spins to allow you to arrange the cable glands in the optimal direction.
Anchoring is simple and ensures excellent stability in all mounting positions.
ABB has launched a full range of IEC Food Safe motors designed for applications in the food and beverage industry that need frequent sanitation. The IEC Food Safe motors are part of ABB’s Food Safe family that includes stainless steel NEMA motors, mounted ball bearings and gearing.
IEC Food Safe motor feature smooth stainless steel enclosures that are easy to cleanand sanitize so customers can meet increasingly stringent hygiene standards. The motors’ have achieved the IP69 water protection rating and encapsulated winding enable the motors to last much longer than general purpose products in tough washdown conditions. The external surfaces of the motors are self-draining, with no crevices where particles can collect. The markings are laser etched onto the frame, avoiding channels and ridges where contaminants could accumulate. The motors can withstand high-pressure sprays and are fully compatible with clean-in-place (CIP) methods. Food Safe motors also eliminate the need for motor shrouds, which can harbor food particles and allow bacteria to breed.
“Customers in the meat and poultry industry have been rigorously testing prototypes of the new motors,” says Tero Helpio, Food and Beverage Segment Manager, IEC LV Motors, ABB. “The motors have been subjected to harsh cleaning and sanitizing regimes in high hygiene environments, and the customers confirm that they meet all the requirements for food safety and reliability.” ABB IEC Food Safe motors are available in the power range 0.18-7.5 kilowatt, in 2-6 pole versions for 230-690 volt at 50 or 60 hertz. They feature IE3 premium efficiency to reduce energy consumption and emissions. Flexible mounting arrangements ensure they will fit almost any application. The motors come in frame sizes 71-132.
Constantly researching industrial motion-control solutions that can match competitiveness, high control performances and energy efficiency, in its research centres Bonfiglioli has developed a product to meet such requirements. It is a Power Drive System based on the coupling of synchronous reluctance motors of BSR series with the electric drives of Active Cube series, equipped with dedicated sensorless vector control.
The solution is available in two optimized packages, respectively for the compactness and reduction of operation costs, with very high efficiency levels (IE4 class for the motor and IES2 class for the Power Drive System, according to the new Ecodesign EN 61800-9-2 regulation). Bonfiglioli Power Drive System allows minimizing the energy consumption in any operation point, thanks to the complete mathematical characterization of the motor on board of inverter (motor digital twin) that also grants a simple and reliable configuration of the system. The full integration of the package and the broad variety of available control strategies at software level determine accuracy in the sensorless speed control, stability in the torque control, high torque delivery even at low or null speed and excellent overload features.
























 A more performing system provides for the use of a water jacket that forms the motor enclosure, containing ducts where the coolant flows, generally a water and glycol mixture. This broadly used typology allows attaining 3-time higher heat extraction than in a motor cooled by natural convection only.
A more performing system provides for the use of a water jacket that forms the motor enclosure, containing ducts where the coolant flows, generally a water and glycol mixture. This broadly used typology allows attaining 3-time higher heat extraction than in a motor cooled by natural convection only.