
Triumph has announced its first full electric motorbike: Project TE-1 Prototype.
The project is fruit of the synergy among various companies: Williams, which takes care of developing the battery, Integral Powertrain Ltd, for the motor design, and Wmg, for simulations and tests.
The British motorbike producer has recently ended the phase 2 of the TE-1 project, with interesting results that anticipate the vehicle’s real potentialities.
It seems in fact that the motor unit with integrated inverter will allow the electric bike to reach a power of 30 kW, corresponding to about 180 HP.
The design provides for straight lines and battery pack and motor hidden under superstructures, with the charging socket positioned where the tank is usually housed.
«One of the most influential factors on handiness and performances of a motorbike is its mass. The weight will be just 10 kg and we have focused – added Andrew Cross, Chief Technical Officer of Integral Powertrain Ltd – on making a radical change in the design of motor and inverter, this provides a more compact and lighter product than any other unit currently available on the market».
The target, in the successive 3 and 4 phases, is turning the proof into a real motorbike. There is not a date, but lovers are impatient worldwide.
Compact and light Triumph, thanks to the electric motor

Noise reduction by means of isotropic super finishing

To reduce the noise of electric motor transmissions, the technique that seems to offer the best performances for industrial productions is a variant of the so‑called isotropic super finishing (ISF), which can combine the typical finishing of the conventional ISF with the creation of compression stress states that are typical of the shot peening.
Francesco Chichi, Paolo Marconi
As you can easily guess, the shift from the reciprocating motor to the electric motor has unavoidably exerted a big impact on the relative transmission systems, both due to the different modalities of power delivery and to the different rotation speed. Less intuitive is how the passage to the electric motor has also implied the appearance of new problems, or better, has made some characteristics, which previously did not involve any criticality, emerge as problematic. Noise is one of them: first, due to the diminished typical noise of the propulsor; secondly, due to the increase of rotation speeds, which has implied a correspondent translation towards high frequencies also of the noise produced by gears, even more entering that range of frequencies that human ears hear as most “annoying”.
Therefore, for transmission systems intended for electric motors, the reduction of gears’ noise becomes fundamental, noise decrease that unavoidably is achieved through an optimization of the surface finishing of the same.
Unfortunately, precisely the different characteristics of power delivery of electric motors lead to the adoption of gears with increasingly small sizes compared to traditional ones, fact that undoubtedly does not support surface finishing processes. In this complete survey, the technique that seems to offer the best performances for industrial productions is a specific variant of the so-called isotropic super finishing (ISF), variant that also succeeds in matching the typical finishing of the standard ISF with the creation of the typical compression stress states of the shot peening.
Isotropic Super Finishing
With the term of “Isotropic Super Finishing” (often indicated with its acronym ISF) it is meant a vibration finishing treatment where the abrasive action of media on the surfaces of the components to be treated is enhanced by the presence of specific chemical agents.
Such chemical agents can selectively etch the asperities of the material, asperities that, after having been etched by the chemical action, are gradually removed by the mechanical action of media.
The primary target of such treatment is carrying out surface finishes with roughness in the order of 0.02 micros through a process at environmental temperature, granting an absolute uniformity of component profiles, with side benefits given by the annulment of eventual states of residual surface stresses and a slight increment of surface hardness.
In this of its formulations, ISF has been present on the market for about thirty years now: in this article, we are instead presenting a further implementation in which the chemical agent in liquid form is replaced by dedicated abrasive pastes, in order to achieve a process that not only allows an even better surface finish but can also perform surface stress states of compressive type that are partially analogue to those attainable through shot peening.
In its standard setup, ISF can be considered a derivation of the conventional tumbling barrel, those vibrating containers where components that need a cleaning of burrs, edges, witness bars or other macro-asperities are plunged into a “bed” of media having opportune hardness, shapes and sizes, and let vibrating for a long time (typically in the order of hours), until when the mechanical contact between media and pieces achieves the removal of this macro-asperities.
In the ideal case, the contact between media and element should occur tangentially to the surface of the element itself as much as possible, to obtain a removal of asperities but without creating new indentations on the material because of perpendicular clashes to the surface itself.
The limit of the traditional tumbling resides precisely in this: the removal of asperities occurs anyway for the mechanical effect of the collision between media and asperities of the material, shock that, even if controlled, will always and anyway have perpendicular components to the surface, and not only tangential to it.
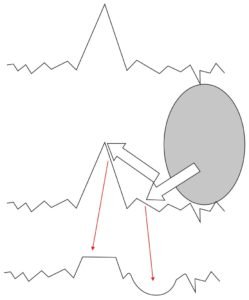
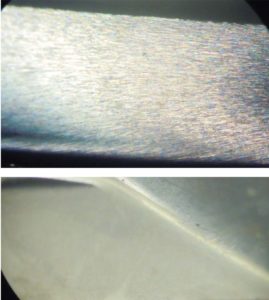
This means that prosecuting “endlessly” a tumbling treatment, we cannot expect a corresponding “endless” improvement of smoothing because media, after removing asperities up to a certain level, become a source of damaging for the surface, too (fig. 1).
In the case of ISF, conventional media are combined with a chemical agent able to etch the mechanical resistance of the base material: in this way, media must act on a material whose macroscopic characteristics of mechanical resistance are diminished, and therefore the material removal is notably facilitated.
This allows using so less “aggressive” media from the mechanical point of view that they can no longer constitute a source of damaging for the base material, thus making finishing a progressive “flattening” by parallel levels (fig. 2).
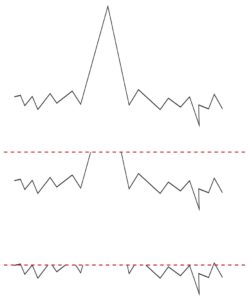
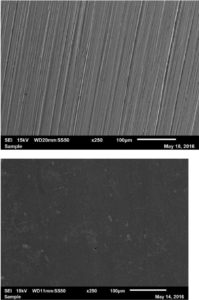
This means that the process can be carried on “endlessly” in time, progressively incrementing the surface removal of the material and then finishing, reaching surface finishes with roughness in the order of 0.02 μm, moreover with surface “textures” characterized by a development essentially in depression, extremely favourable for the lubricant tribology (fig. 3).
Contextually with these, so to speak, geometric effects, a further benefit induced by ISF is an annulment of eventual residual traction stresses on the surface.
Such phenomenon is widely documented in literature and, in general, we can assume that such effect is connected to the fact that the material removal anyway constitutes a relaxation element of stress states (several measuring techniques of residual stresses are just based on this presupposition), and that such removal is particularly accentuated precisely where residual stresses are more tractive (just think of the stress corrosion phenomenon).
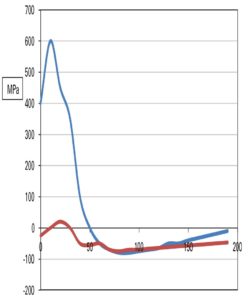
Figure 5 reports a comparison of the stress states present on a sample of austenitic steel purposely hardened to induce traction surface stresses: the determination of residual stresses was carried out by means of X ray diffraction (XRD technique) by 2Effe Engineering laboratory at Soiano del Lago (BS), with the in-depth analysis carried out by progressively removing the surface material through electrochemical etching.
From liquid to paste
As highlighted by realities of industrial productions of fast transmission gears, it is by now almost impossible assuring their demanded performances, especially in terms of duration and fatigue strength, without turning to the shot peening treatment, a treatment that, in extreme synthesis, provides for hitting the surface of the component under machining with a flow of particles projected by a nozzle under the thrust of compressed air, so that the combination of:
- Kinetic energy owned by particles;
- Mass of particles;
- Material of particles (or, more precisely, their breaking point);
- Hardness of particles in relation with the hardness of the material to be treated
- succeed in inducing on the material surface a plastic deformation in orthogonal sense to the surface itself.
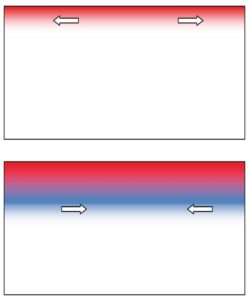
In its turn, due to the well-known Poisson effect, to such plastic deformation that is orthogonal to the surface, corresponds the onset of compression stress states in parallel to the surface itself, according to the mechanism illustrated overall in figure 5.

Therefore, it is a treatment of essentially mechanical nature, because the ameliorative effects it introduces are mechanical and the mechanisms through which such effects are generated are mechanical, too.
From the quantitative point of view, the induced stress states take a maximum absolute value up to 70% – 80% of the yield point of the material, and their effect propagates up to about 0.1 mm of depth.
Unfortunately, just their geometrical conformation, especially the adoption of a generally very small module, can highly complicate the efficacious application of the shot peening treatment to the gears of electric transmissions, precisely because of the geometrical difficult of “wetting” perpendicularly, with the media flow, the contact surfaces of the tooth.

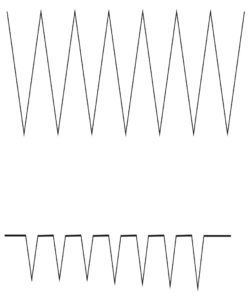
Luckily, the collision with the media perpendicularly projected to the surface is not the only modality to achieve a controlled plastic deformation of gear surfaces (or of any other component): it is well-known that also stock removal machining can achieve a similar effect, as the stock removal passes through a “tear” in which the material is first brought to plastic deformation and then to exceed its elongation point (fig. 6).
Concerning the surface left free from the cut, the plastic deformation by traction that has preceded the chip separation leaves, due to an elastic spring-back mechanism resembling the one just seen for the shot peening, an elastic compression state in parallel to the surface itself (fig. 7).
The inspiring principle of ISF with abrasive pastes precisely consists in using vibration-finishing media to carry not so much a chemical agent but instead an abrasive paste, taking back the surface stock removal process from a chemical ambit to a mechanical ambit and actually reproducing a grinding process on infinitesimal scale, as the grain of the abrasive paste is the tool and the media is the tool holder.
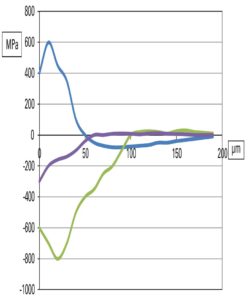
The experimentations personally carried out on steel samples, previously seen, have led to determine, for this treatment, surface stress states that are qualitatively analogue to those induced by the shot peening, even if with quantitative values reduced from 80% – 70% to 30% – 25% of the yield point and penetration depth decreased from 100 μm to about 30 μm (fig. 8).
Conclusions
The so-called “vibration finishing treatments”, in other words all those treatments that are based on the repeated relative contact between the component under treatment and specific media acting also as vector of a third substance, are included by full right in the field of surface engineering, inside what I define “modification treatments”, i.e. aimed at enhancing the characteristics of the material surface through endogenous modifications, and not through the coating and deposition of exogenous material.
Isotropic Super Finishing, ISF in the international technical language, is a specific vibration finishing treatment that sets the target of the progressive removal of surface material through the combination of a chemical action that diminishes the resistance of the protruding material and of a mechanical action of media removing the so weakened material, in a finishing process that can be theoretically prolonged endlessly but that actually, with execution times of 6-12 hours, grants a finishing in the order of 0.02 μm on any engineering material.
A new approach to ISF provides for the replacement of the chemical agent with an abrasive paste that, conveyed by media, obtains the removal of the protruding material with a purely mechanical process mirroring what happens in a grinding operation. In this case, the material removal mechanism by exceeding the breaking point in elongation, grants the creation, by reaction, of elastic compression states on the surface, with a mechanism partially recalling the shot peening; in comparison with the latter, stress states are inferior in both absolute terms and in terms of reached depth, but with the advantage of a much better surface finish.
A PhD was born for the study of pumps driven by an electric motor

Vanzetti Engineering, which funds the initiative, and Turin Polytechnics have established a partnership for the implementation of a PhD lasting three years, aimed at the study of pumps driven by an electric motor.
The applications of these machines can be manifold, including the use of a space launcher where pumps will have the task of pressurizing the propellants by bringing them from the tank pressure to that of the combustion chamber, where they react by releasing the energy needed to generate the thrust that allows the rocket to take off.
In the conventional configuration, pumps are driven by dedicated turbines but they can be sometimes replaced by battery-powered electric motors.
The project, exciting for the competences it permits to develop in the ambit of the turbomachine study but also for the fascination of the possible applications, features important advantages for both Turin Polytechnics and for Vanzetti Engineering. “Due to this project, the university further strengthens its collaboration in the sector of the research with companies on the territory while Vanzetti Engineering, specialist in the sector of cryogenic pumps in marine, automotive and industrial ambits, has the opportunity of exploring new possibilities in a technologically advanced and steeply rising sector like the aerospace one”, states Valeria Vanzetti Ghio, sole director of Vanzetti Engineering.
Hpe Coxa, artificial intelligence laboratories to develop electric motors

About two years ago Hpe Coxa, company specialized in services of engineering, design and precision manufacturing for the sectors of automotive, motorsport, automation, aerospace and defence, inaugurated in Modena the two E LAB and Ai LAB laboratories that establish the company’s collaboration with the Universities of Bologna and Modena in the most advanced technological fields. In particular, E LAB, in collaboration with the University of Bologna and UniMoRe, has made students work at the design, engineering and implementation of an electric motor, supervised by “senior” engineers: in just nine months they have given birth to a unique item, the “demonstrator”. Today, they go on innovating in that direction and in Modena the excellence centre for the Artificial Intelligence is established, due to the collaboration between Hewlett Packard Enterprise and HPE COXA, further raising the bar of the development of solutions, including electric motors. This synergy will lead them to explore together the new opportunities of the data age for the industrial sector.
Combining design skills and competences that range from high-performance mechanical engineering to the most recent IT technologies, the two partners will develop a common ecosystem committed to innovation and based on Open Innovation principles.
Turin, a new R&D Centre for electric and electronic components

MTA, multinational that operates in the global automotive sector through the two Electric and Electronic divisions, has announced the establishment of a new Research & Development Centre in Turin, in Mirafiori area, automotive excellence pole. The new centre, already in operation, will employ at steady-state about 25 engineers dedicated to the development of electric and electronic components, with a particular focus on products such as OBC (On Board Charger) and DC/DC converters intended for hybrid and electric vehicles, automotive, truck and heavy-duty applications. The new centre will host also a laboratory with test benches and forefront equipment to allow the autonomous execution of tests on power electronics components developed here.
“We intend, as it already happens with Milan Polytechnics, to establish a relationship of fruitful know-how exchange with Turin Polytechnics, an excellence for the whole automotive world. Therefore, the centre will allow us to support vehicle manufacturers even better, with an increasingly articulated and technologically advanced offer for new-mobility requirements”, stated Antonio Falchetti, Executive Director of MTA.
Speed record for an Australian electric motor

The professor Rukmi Dutta and her team of the University of New South Wales, in Australia, have developed a new electric motor that works at high speed and uses less energy, which definitively means less pollution.
Rukmi has innovated and improved the existing IPMSM, which have different characteristics that make them highly performing electric motors, decreasing their environmental impact.
The integration of magnets inside the rotor generates more torque: the cylinder turns not only owing to the interaction between magnet and alternate current, but also because of the additional rotation caused by the rotor material’s resistance to the magnetic field, a property called “magnetic reluctance”. These machines can also operate at high speed without needing much power, which means that the smallest IPMSM can perform the same quantity of work as other bigger motor types. Besides, compactness is a key factor for the use in cars and aircrafts, where space and weight capacity are limited. The developed motor, not longer than a pen and with the diameter not bigger than a coffee cup, can reach 100,000 rpm and the nominal power is 5 kilowatts.
University of Perugia: the study on the efficiency of electric cars is starting

One of the hottest issues concerning the electric mobility is the motor efficiency. Concerning this, a study involves the University of Perugia, in the context of a graduation course in industrial engineering. The research programme involves also professors of triennial and master graduation courses in Industrial Engineering in Terni, as well as Genesi Energia company, operating in the sector of the electric mobility engineering and of manufacturing, stocking and use of electric energy from renewable sources.
The study provides for activities of modelling and experimental analysis in electric mobility applications and the creation of predictive models for the assessment of the charge efficiency and of autonomy depending on the mileage. Such predictive models, combined with experimental checks, will be applied on Renault Zoe electric car, made available by Genesi Energia.
«The analysis of efficiency and energy dispersion of the new electric mobility – explained prof. Ermanno Cardelli, director of the Engineering department of University of Perugia – is a still unexplored field that will be fundamental to work at the implementation of the distribution networks of electric energy on roads. Moreover, the research provides for the design and the implementation of a prototype of electric quadricycle with pedal assistance with photovoltaic panels on board: the design of the super light frame, combined with renewable energy sources on board, will allow achieving theoretically unlimited autonomy in day travels».
DiaPro 4.0, the study for motors’ sensors

Recently, at the scientific-technological pole of University of Ferrara, they have held the conclusive presentation event about the research activity results of DiaPro 4.0 project.
The target consisted in developing an innovative multi-sensor system for the malfunction detection and the forecast of future “health conditions” in rotors, gears, bearings and electric motors.
DiaPro4.0 has involved industrial research laboratories accredited to the Regional Network for High Technology with expertise in the field of mechanical transmissions and of diagnostics/prognostics, like MechLav, Intermech and Raw Power, and Bonfiglioli spa and Marposs enterprises. Current predictive maintenance systems for drives and gears feature reliability limits owing to the variability of operational conditions and incompatible costs with the application on medium-small geared motors.
The implementation of a demo-prototype of a multi-sensor system of predictive maintenance, based on Edge Computing architectural solutions, with forefront characteristics compared to current system, has led to a 30% -50% lower cost of the industrialized system compared to the available systems on the market, in addition to high diagnostic reliability.
“Baby electric motors”, strollers with e-stroller system

Nine parents out of ten pay attention to strollers’ comfort and safety and, concerning this, Bosch has ideated a new system that marks its entry in a new market.
In the wind tunnel, with 7-degree intensity according to Beaufort scale, the air hits the stroller at a speed of 60 km/h and strongly shakes the canopy, but the stroller does not move thanks to the new e-stroller system by Bosch. It is much more than an electric traction, it is a stroller assistant with a complete range of comfort and safety functions. Besides the thrust support and the automated braking function, this system is in fact provided with an alarm function, with a series of highly technological sensors and the possibility of connecting it to the smartphone through an app.
The traction system includes two silent electric motors on the rear axle, a Bluetooth module and a system of smart sensors. These sensors, used also in smartphones, measure also the stroller’s speed and acceleration, detecting also the type of surface travelled.
Saietta: axial flux electric motor to electrify the world mobility

It is headquartered in the United Kingdom and it develops in pioneering way solutions for the automotive electrification and it is particularly in turmoil precisely for the great boom that the segment of electric vehicles is living, also due to the legislator’s contribution. We are speaking of Saietta, in search of new 250 collaborators and that has recently released its latest project: axial flux electric motor design, which combines both distributed windings with a yokeless stator.
Besides, the moment is particularly favourable: it has won a research contract through the Advanced Propulsion Center (APC) of the United Kingdom, but the witness by the chief executive officer of Saietta Group, Wicher Kist, a bit slows down enthusiasms: «We are ready for the future of transportation by stepping in with modern, lightweight electric motors as traditional internal combustion engines fuelled by petrol and diesel reach the end of the road. If the 2030 target is to be met, key decisions on future investment will need to be made quickly so companies like ours realize our full potential. That means more funding from UK government and quickly».
The company aims at a modular approach to its motors that are at the service of a broad range of vehicles, from scooters to trucks. Its first offer of commercial motors, for instance, AFT140, is optimized for the use of medium-size bikes and vehicles for last-mile deliveries, currently much more important solutions in terms of volumes in Asian markets rather than in Western ones. Precisely in this scenario, Saietta has recently announced a remarkable partnership agreement with Padmini VNA, one of the main automotive players in India.
The commercial agreement provides for Padmini collaboration with Saietta to develop new opportunities in the Indian market and renowned Indian two-wheel OEM players stand out among its customers, such as Hero MotorCorp, TVS, Bajaj Auto and Royal Enfield.