

{kind=link}
To reduce the noise of electric motor transmissions, the technique that seems to offer the best performances for industrial productions is a variant of the so‑called isotropic super finishing (ISF), which can combine the typical finishing of the conventional ISF with the creation of compression stress states that are typical of the shot peening.
Francesco Chichi, Paolo Marconi
As you can easily guess, the shift from the reciprocating motor to the electric motor has unavoidably exerted a big impact on the relative transmission systems, both due to the different modalities of power delivery and to the different rotation speed. Less intuitive is how the passage to the electric motor has also implied the appearance of new problems, or better, has made some characteristics, which previously did not involve any criticality, emerge as problematic. Noise is one of them: first, due to the diminished typical noise of the propulsor; secondly, due to the increase of rotation speeds, which has implied a correspondent translation towards high frequencies also of the noise produced by gears, even more entering that range of frequencies that human ears hear as most “annoying”.
Therefore, for transmission systems intended for electric motors, the reduction of gears’ noise becomes fundamental, noise decrease that unavoidably is achieved through an optimization of the surface finishing of the same.
Unfortunately, precisely the different characteristics of power delivery of electric motors lead to the adoption of gears with increasingly small sizes compared to traditional ones, fact that undoubtedly does not support surface finishing processes. In this complete survey, the technique that seems to offer the best performances for industrial productions is a specific variant of the so-called isotropic super finishing (ISF), variant that also succeeds in matching the typical finishing of the standard ISF with the creation of the typical compression stress states of the shot peening.
Isotropic Super Finishing
With the term of “Isotropic Super Finishing” (often indicated with its acronym ISF) it is meant a vibration finishing treatment where the abrasive action of media on the surfaces of the components to be treated is enhanced by the presence of specific chemical agents.
Such chemical agents can selectively etch the asperities of the material, asperities that, after having been etched by the chemical action, are gradually removed by the mechanical action of media.
The primary target of such treatment is carrying out surface finishes with roughness in the order of 0.02 micros through a process at environmental temperature, granting an absolute uniformity of component profiles, with side benefits given by the annulment of eventual states of residual surface stresses and a slight increment of surface hardness.
In this of its formulations, ISF has been present on the market for about thirty years now: in this article, we are instead presenting a further implementation in which the chemical agent in liquid form is replaced by dedicated abrasive pastes, in order to achieve a process that not only allows an even better surface finish but can also perform surface stress states of compressive type that are partially analogue to those attainable through shot peening.
In its standard setup, ISF can be considered a derivation of the conventional tumbling barrel, those vibrating containers where components that need a cleaning of burrs, edges, witness bars or other macro-asperities are plunged into a “bed” of media having opportune hardness, shapes and sizes, and let vibrating for a long time (typically in the order of hours), until when the mechanical contact between media and pieces achieves the removal of this macro-asperities.
In the ideal case, the contact between media and element should occur tangentially to the surface of the element itself as much as possible, to obtain a removal of asperities but without creating new indentations on the material because of perpendicular clashes to the surface itself.
The limit of the traditional tumbling resides precisely in this: the removal of asperities occurs anyway for the mechanical effect of the collision between media and asperities of the material, shock that, even if controlled, will always and anyway have perpendicular components to the surface, and not only tangential to it.
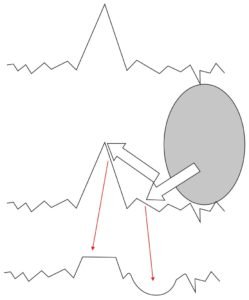
This means that prosecuting “endlessly” a tumbling treatment, we cannot expect a corresponding “endless” improvement of smoothing because media, after removing asperities up to a certain level, become a source of damaging for the surface, too (fig. 1).
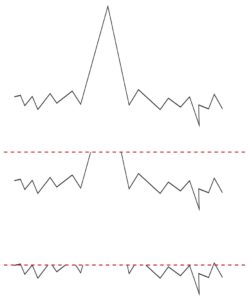
In the case of ISF, conventional media are combined with a chemical agent able to etch the mechanical resistance of the base material: in this way, media must act on a material whose macroscopic characteristics of mechanical resistance are diminished, and therefore the material removal is notably facilitated.
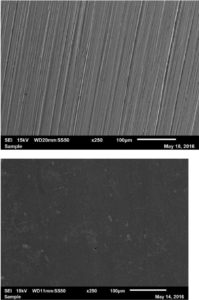
This allows using so less “aggressive” media from the mechanical point of view that they can no longer constitute a source of damaging for the base material, thus making finishing a progressive “flattening” by parallel levels (fig. 2).
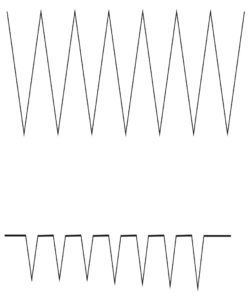
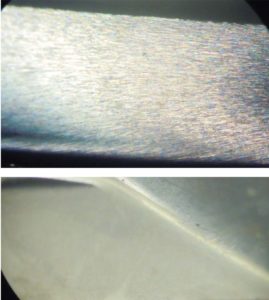
This means that the process can be carried on “endlessly” in time, progressively incrementing the surface removal of the material and then finishing, reaching surface finishes with roughness in the order of 0.02 μm, moreover with surface “textures” characterized by a development essentially in depression, extremely favourable for the lubricant tribology (fig. 3).
Contextually with these, so to speak, geometric effects, a further benefit induced by ISF is an annulment of eventual residual traction stresses on the surface.
Such phenomenon is widely documented in literature and, in general, we can assume that such effect is connected to the fact that the material removal anyway constitutes a relaxation element of stress states (several measuring techniques of residual stresses are just based on this presupposition), and that such removal is particularly accentuated precisely where residual stresses are more tractive (just think of the stress corrosion phenomenon).
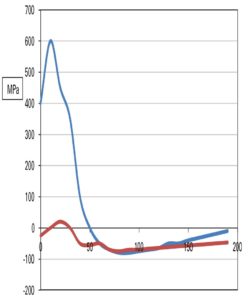
Figure 5 reports a comparison of the stress states present on a sample of austenitic steel purposely hardened to induce traction surface stresses: the determination of residual stresses was carried out by means of X ray diffraction (XRD technique) by 2Effe Engineering laboratory at Soiano del Lago (BS), with the in-depth analysis carried out by progressively removing the surface material through electrochemical etching.
From liquid to paste
As highlighted by realities of industrial productions of fast transmission gears, it is by now almost impossible assuring their demanded performances, especially in terms of duration and fatigue strength, without turning to the shot peening treatment, a treatment that, in extreme synthesis, provides for hitting the surface of the component under machining with a flow of particles projected by a nozzle under the thrust of compressed air, so that the combination of:
- Kinetic energy owned by particles;
- Mass of particles;
- Material of particles (or, more precisely, their breaking point);
- Hardness of particles in relation with the hardness of the material to be treated
- succeed in inducing on the material surface a plastic deformation in orthogonal sense to the surface itself.
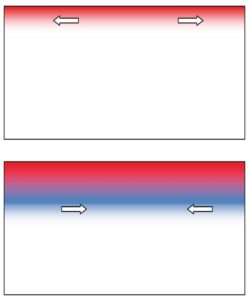
In its turn, due to the well-known Poisson effect, to such plastic deformation that is orthogonal to the surface, corresponds the onset of compression stress states in parallel to the surface itself, according to the mechanism illustrated overall in figure 5.

Therefore, it is a treatment of essentially mechanical nature, because the ameliorative effects it introduces are mechanical and the mechanisms through which such effects are generated are mechanical, too.
From the quantitative point of view, the induced stress states take a maximum absolute value up to 70% – 80% of the yield point of the material, and their effect propagates up to about 0.1 mm of depth.
Unfortunately, just their geometrical conformation, especially the adoption of a generally very small module, can highly complicate the efficacious application of the shot peening treatment to the gears of electric transmissions, precisely because of the geometrical difficult of “wetting” perpendicularly, with the media flow, the contact surfaces of the tooth.

Luckily, the collision with the media perpendicularly projected to the surface is not the only modality to achieve a controlled plastic deformation of gear surfaces (or of any other component): it is well-known that also stock removal machining can achieve a similar effect, as the stock removal passes through a “tear” in which the material is first brought to plastic deformation and then to exceed its elongation point (fig. 6).
Concerning the surface left free from the cut, the plastic deformation by traction that has preceded the chip separation leaves, due to an elastic spring-back mechanism resembling the one just seen for the shot peening, an elastic compression state in parallel to the surface itself (fig. 7).
The inspiring principle of ISF with abrasive pastes precisely consists in using vibration-finishing media to carry not so much a chemical agent but instead an abrasive paste, taking back the surface stock removal process from a chemical ambit to a mechanical ambit and actually reproducing a grinding process on infinitesimal scale, as the grain of the abrasive paste is the tool and the media is the tool holder.
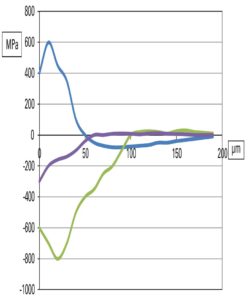
The experimentations personally carried out on steel samples, previously seen, have led to determine, for this treatment, surface stress states that are qualitatively analogue to those induced by the shot peening, even if with quantitative values reduced from 80% – 70% to 30% – 25% of the yield point and penetration depth decreased from 100 μm to about 30 μm (fig. 8).
Conclusions
The so-called “vibration finishing treatments”, in other words all those treatments that are based on the repeated relative contact between the component under treatment and specific media acting also as vector of a third substance, are included by full right in the field of surface engineering, inside what I define “modification treatments”, i.e. aimed at enhancing the characteristics of the material surface through endogenous modifications, and not through the coating and deposition of exogenous material.
Isotropic Super Finishing, ISF in the international technical language, is a specific vibration finishing treatment that sets the target of the progressive removal of surface material through the combination of a chemical action that diminishes the resistance of the protruding material and of a mechanical action of media removing the so weakened material, in a finishing process that can be theoretically prolonged endlessly but that actually, with execution times of 6-12 hours, grants a finishing in the order of 0.02 μm on any engineering material.
A new approach to ISF provides for the replacement of the chemical agent with an abrasive paste that, conveyed by media, obtains the removal of the protruding material with a purely mechanical process mirroring what happens in a grinding operation. In this case, the material removal mechanism by exceeding the breaking point in elongation, grants the creation, by reaction, of elastic compression states on the surface, with a mechanism partially recalling the shot peening; in comparison with the latter, stress states are inferior in both absolute terms and in terms of reached depth, but with the advantage of a much better surface finish.