
Dema is more and more engaged in the development of lines used to produce electric motors for both hybrid and electric cars.
Dema is delivering two inspection lines to check rotor and stator laminations stacks immediately after their production; the lines are used to control the production process and to check that the stacks features are correct. These are the first steps of the powertrain unit assembly process produced by an innovative American electric car maker.
Inspection is a strategic activity in the automotive business to guarantee zero defects; for this reason, Dema has, in the past few years, developed new inspection machines dedicated to check any kind of stack features, including stack height measurement, surface run-out control, welding seams checks, visual checks, cosmetics checks, go-gauges controls on ID, OD, hairpins or magnets slots and more.

The Dema business is focused on laminations and laminations stacks handling. They are worldwide expert on stacking, joining, assembling and inspection.
That means that Dema, thanks to its experiences and its competences, can supply production machineries able to process any lamination dimension, shape and thickness, able to use any joining technology, including bounding technologies, able to produce the full assembled rotor, able to produce the joined stator stack and able to check any kind of components features.
To be closer in line with their customers’ expectations, Dema announces their recent partnership with Comau, one of the current leaders on production and assembling lines in the automotive business.
Comau, with over 40 years of experience in automation and powertrain assembly , will be the right support for the new production requests in electrification projects. Comau, through flexible, modular and scalable assembly systems, grants the highest performance, process repeatability, flexibility and reliability.
With its global footprint, Comau can supply a full system dedicated to EV motors and their project management excellence ensures the added value that customers desire.
Thanks to this, the powertrain unit producers and their suppliers can be in touch with a leading team involving the experts of each process step.
Inspection machines in electric motors production

A long travel towards Industry 4.0

At the presence of the international corporate management and, invariably, of city authorities, the global giant of electronic and electromechanical equipment Ametek has inaugurated a new pole that, from Milan outskirts, aims at the core of the fourth industrial revolution.
by Roberto Carminati
What Ametek has accomplished in the Lombard factories at Ripalta Cremasca (Cremona) and Robecco sul Naviglio (Milan) has been “a fascinating travel that lasted as many as thirty years”. Moreover: “our history on the territory is a vicissitude of constant growth supported by the contribution of our precious human resources and, from the financial point of view, it is a successful course”. These concepts and words were used by the Vice President of the US multinational Matthew C. French to bid symbolically farewell to the two pre-existing manufacturing sites and to start now a new chapter where technological innovation and services are the protagonists.
At the end of last year, the giant of electronic and electromechanical equipment, which achieves a yearly sales volume of about four billion dollars, inaugurated in fact new headquarters at Peschiera Borromeo, in the outskirts of Milan. The company presented it as an event in great style, attended by local authorities and naturally by its customers and suppliers.
An excellence centre that favours synergies
As the Managing Director of Ametek Italia Srl – MAE Uwe Lorenz opportunely highlighted, “a sound tradition is the ideal foundation on which building the future”. The future of the brand, which relies on 150 manufacturing sites in the world employing 17,000 workers overall, precisely starts from here, from a plant that, in the intentions of the corporate management, is expected to stand out as a «global excellence centre»; in other words, to ranks as “a real reference point of international relevance where to make further progresses, working side by side”. The headquarters at Peschiera Borromeo take up an overall area of 7,500 square metres and host almost 230 employees whose number is going to rise again, in the management’s intentions. It holds a strategic position – it is located half way between the previous locations at Ripalta Cremasca and Robecco sul Naviglio – and its propensity is also, or even mainly, strategic. “The aggregation of activities and the unification of processes will favour the creation of new synergies to full benefit of the development of our business units”, Uwe Lorenz told concerning this. He was echoed by the Managing Director of Ametek Srl Stefano Milani, in whose opinion, with the initiative accomplished in December 2018, “the competitive capacity of Ametek” in the segment of «precision instruments for the Italian market” will receive “new boost”, thus strengthening the ranking of a supplier that, by full title, thinks of “always having been in the forefront of the innovation and development of new products”.
Expansion strategy
Until now, the Group’s expansion strategy has been strongly driven by takeovers and such will of growing by external lines is well witnessed by the big number of brands grouped by each of its business units. Everything started in this way, in our Country as well, with the takeover of a local company about thirty years ago, in 1990.

As important are the other three bearing pillars of Ametek’s activity in Italy and in the world, i.e. operation excellence, product innovations and the international growth. “We own – further pointed out Stefano Milani – “dozens of business units worldwide and some refer to highly renowned brands operating on the domestic territory, too. In our new factory at Peschiera Borromeo we can welcome customers and potential buyers in a fully renovated environment that houses laboratories and showrooms, too. Being closer to customers results in higher efficacy, in line with an ambitious growth plan”. Highlighting development potentialities is not fortuitous and also the municipal councillor of Peschiera Borromeo Franca Costa affirmed “to be impressed by such a broad project of integration and economic development on the territory”, consistently with the local policy welcoming entrepreneurial initiatives. Moreover, coherently with the staff management policy that characterizes the manufacturer and starts from the idea that the quality of products also depends on the specialization and education opportunities the company can assure to workers.

The fourth industrial revolution, according to Ametek
Mauro Garantola, Marketing and Sales Manager of Ametek Italia Srl – MAE explained in an interview how all this can turn into an Industry 4.0-oriented strategy: “Digitalization, which represents one of the key elements in the shifting to the fourth industrial revolution is a growing trend in our customers’ project specifications; it is clear that, in this innovative transition, we are fully involved in the research and development of solutions for our partners”.
The meaning of the operation that was accomplished in the record time of six months only, as the multinational underIined in its official releases, is also another: “this site”, added Garantola, “is aimed at grouping functions that were previously distributed in different sites and its purpose is essentially logistic and organizational. It witnesses to what extent we believe in the fulfilment of new synergies». And of how strongly Ametek, we daresay, believes in its own growth potentialities: “This is our goal”, Garantola finally states, “concerning both human resources and engineering and sales. Regarding the future, we envisage excellent opportunities for a further successful consolidation, especially in the ambits of industrial automation and of medical technologies”.
Improvement of product development cycle for automotive industry

Established in 1969, Casati Stampi is specialized in the cold forming of sheet metal, activity performed by its factory at Biassono (MB), on a total surface of 15,000 sq.m., of which 6,000 covered, with a production intended for export by 80%. Dynamic and reactive, the company has always invested in research, development and technological innovation, with an approach that today allows it to play a protagonist role as supplier of the major brands in the household appliance and, especially, automotive industry. «Automotive – explains Nicolò Casati – that today represents about 70% of our production, constantly rising value for some years now». Concerning this, determinant was the owners’ decision, in 2013, of planning a growth and development strategy in this field. With these preliminary conditions, Nicolò Casati in person, recently graduated, starts organizing a sale network aimed at providing more visibility in the sector and today boasting one sales office in Turin area and one in Switzerland, entrusted with the German-speaking market. «Meanwhile – adds Casati – automotive and its requisites have required the ISO TS 16949 Certification».

Already ISO 9001 certified, still in 2013 the company employs a recently graduated female professional to take care of the quality assurance. A new resource who, together with another young, an engineer at the head of production and process improvement, allows attaining the Certification with TÜV SÜD in the lapse of six months. Today, 4 years later, Casati Stampi has then succeeded in becoming a reference player in the automotive supply, with the yearly 25% growth. «An ambitious result – adds Casati – whose achievement has needed, in addition to the huge investment for the personnel’s training, a decisive investment in technologies to enhance our manufacturing performances». Casati Stampi has in fact completed the already broad and diversified machine fleet with a new mechanical press with transfer lines (1,000 tons with a 4,600 x 1,800 mm worktable), besides equipping a new wire welding department with robotic isles, for tack and projection welding.
«Moreover – underlines Casati – in full conformity with the logics dictated by Industry 4.0, we have also implemented a new managerial software that is permitting us to make all digital internal information flows even more linear and fast. This means providing our customers with an even more punctual and effective service, job order after job order».

Increasingly structured, the company can therefore manage and coordinate the entire product development cycle, from the design to the finished and assembled product, through activities of research and process engineering, design, manufacturing, die tryout and testing, sheet metal forming (production), bonding/co-stamping of polyethylene with sheet metal. With the possibility of completing the component production with special treatments and/or finishes. «Relying on the implementations accomplished until now – ends Casati – we look at the future with the awareness we can rely not only on technologies and innovation but also on a team of motivated and skilled people. Each function is entrusted to a senior person, with historic role in the company, in collaboration with a young graduate. I believe this pair represents the best synergy in the name of continuity, to face the new challenges at best in a more and more global and competitive market».
Risatti Instruments, testing electric motors

In recent years, companie’s investments in the production of the electric motor for automotive have exponentially grown. This very particular product typology, in its turn, needs very definite and complete testing processes, to make the motor highly performing.
The experience of Risatti Instruments , combined with the new technologies developed by the company, allow customers to reach the prefixed targets. The testing phase starts from the control of losses in the iron of the assembled stator stack (N1), to optimize all manufacturing phases and then to obtain the highest efficiency. This analysis is carried out also on the rotor (O166) where, in addition, it is also possible to assess the die-casting quality, detecting also eventual interruptions and blows of bars, as well as the aluminium quality, which notably decrease efficiency. Concerning instead the stator testing (H5), four standard tests are carried out: ohmic resistance, stiffness, SURGE and rotation sense, with the further addition of: measurement of the insulation resistance, measurement of the ohmic resistance in alternate, at different frequencies, for the control of copper losses and the detection of the presence of partial discharges.
The issue of finished motor testing follows: of both the only motor, loadless or loaded, with the detection of the characteristic curve, and equipped with reduction and differential gear to evaluate the overall efficiency. The scheme proposed here represents the ideal testing process with the machines by Risatti Instruments, produced according to its customers’ single requirements, with the addition of suitable lab instruments (H3) for executing all tests for the design assessment and life tests, as well as complete tests on batteries.
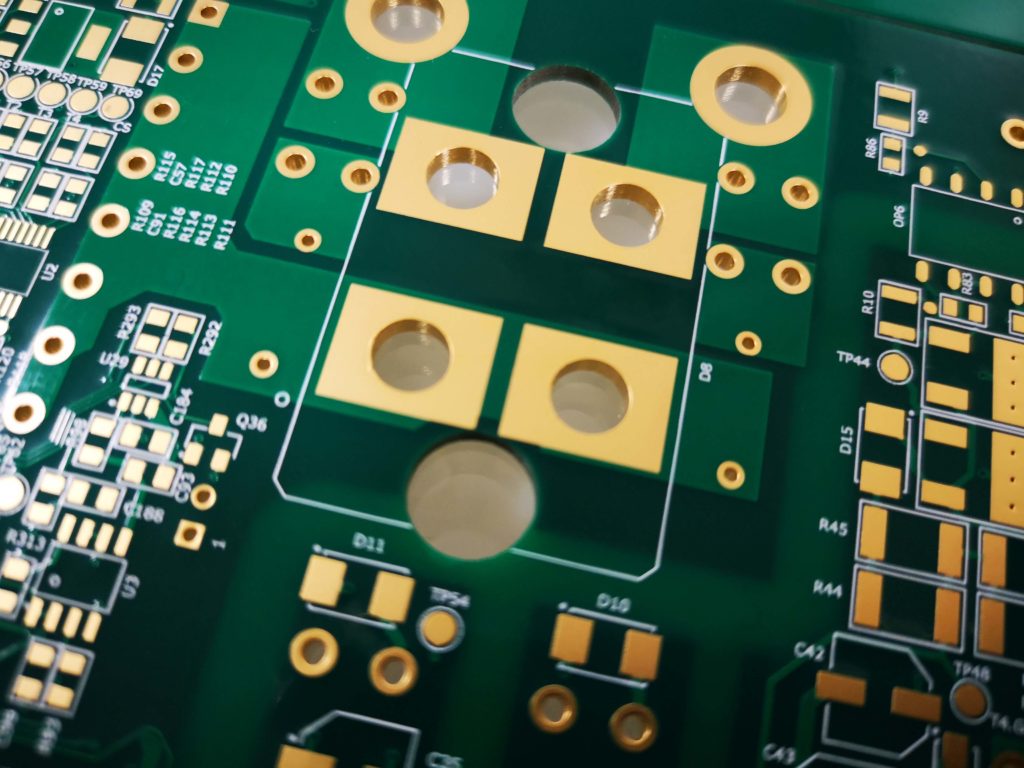
Printed circuit boards: Piciesse Elettronica and its Heavy Copper technology

Piciesse Elettronica manages a broad range of technologies for a wide number of sectors, one of them concerns big copper thicknesses and is called also “Heavy Copper”; it refers to printed circuit boards with high copper thickness, exceeding the “standards” and starting from at least 105µm.

Nowadays Piciesse Elettronica, with its 25 years of experience, is a leader company in the market of Printed Circuit Boards. Over the years, it has succeeded in managing a broad range of technologies for a wide number of sectors, one of them concerns big copper thicknesses and is called “Heavy Copper”, too.
The Heavy Copper technology refers to printed circuit boards with big copper thickness, exceeding the “standards”, starting from at least 105µm. To process circuits that start from 105µm of copper as “minimum” thickness, it is necessary to conform to special requisites and, as plant, to rely on the most advanced production technology and techniques, in addition to excellent process monitoring.
The circuits based on heavy copper technology can be single-sided, double-sided or multilayer; due to its knowledge and Know-How, Piciesse can manage maximum thicknesses of 2 mm, i.e. 400µm, of copper.
Such technology proves to be particularly advantageous in the management of the thermal and mechanical stress and it benefits from the application on IMS (Insulated Metal Substrate) circuits, which allow a higher heat dissipation, thus creating a complete, performing and reliable solution.
The availability of various materials combined with different dielectric layers offers design opportunities of different nature from the thermal and electric insulation point of view.
Not fortuitously, the products that make use of such technology are “special” as they sometimes face extreme conditions. The sectors that more exploit this technology are Power, Welders, Forklifts, Caddies, Converters, Inverters, Charging, Automotive (power units), here especially in the ambit of electric vehicles, the latter in exponential growth recently.
Piciesse has specialized and has invested precisely in this sector in the last few years, making important changes:
- structural, it has bought a 5000 sq.m. shed;
- technological, introducing relevant industrial automations in compliance with Industry 4.0;
- process, it conforms to VDA 6.3 standards, through which it has been audited with excellent results and it owns a multiplicity of certifications starting from IATF, fundamental to work in this market.
A new technology implementing electric head commutators

Reference partner in the production of hook-type electric commutators for A.C. and D.C. motors, Cagnoni operates on the market with a very broad range of products (diameters starting from 15 up to 30 mm), suitable for small appliances, automatic door-opening systems, automotive, power-tools, and so on. Such products are implemented starting from a continuous element (copper tube of 5 m) exploiting a unique up-to-date technology, which provides for obtaining the internal grips of the commutator bars from that part of semi-finished product that would be then removed by the successive milling phase.
In that way, no copper is added to create the gripping itself.
That process, developed by Osimo (AN) company itself, will enable a minor waste of raw materials, without affecting the product quality and granting total reliability and extreme flexibility to its customers.
Concerning the sector of electric head commutators, the last decade has been characterized by more and more articulated and interacting competitive factors, summarized in the following points: reduction of sale prices, decrease of component costs, rise of the contents and of the performances of electric motors, increase of the reliability and duration demands.
The offer excess compared to the demand, together with the appearance of unbranded products on the market and, especially, of big low cost producers, have determined a price fall and a standardization “towards the middle” of the functional characteristics of products. In this context, the sector companies’ challenge consists in enhancing the quality and the variety of the offered services by seizing, for instance, the potentialities made available by new technologies.
Increase performances and tear the costs down
The primary manufacturers of electric head commutators use a consolidated technology that provides for the assembly of copper bars (manufactured through cold drawing, successive parting-off and eventual removal of material in excess) around opportune positioning cages. Then they proceed to the moulding of the thermosetting resin to fix the position of bars, to the milling to create voids on the head, the undercutting to eliminate insulating material present between one bar and the other, to turning to achieve the final geometry and, finally, to finishing operations. A technology that certainly allows implementing components that feature good performances and quality but nevertheless, still today, affected by a series of problems and criticalities among which the main ones concern: the use of a big quantity of raw material (copper) connected with the fact that the piece geometry is obtained by stock removal.

The need of removing the insulating material from the sliding surface of the brush (undercutting) which implies quite long machining times, due to the particular product geometry (accentuated head overhang), it is necessary to use cutters with very small diameter (about Ø 10mm) that perform a very low feed speed (scarce product productivity).
Moreover, the undercutting needs a very precise cut positioning, with the result of calling for level electronics (tracking mode cutting) and of producing anyway a certain quantity of non-compliant products.
The inner gripping of the commutator bar, realized through a big T-shaped protuberance, it too of copper, which notably increases the mass to be held while rotating.
Dealing with the current above-described survey, it is therefore obvious that the development guidelines of the reference market precisely converge towards an ever-growing demand for new technologies, for increasingly performing products at low costs. Research and development, strongly pursued by Cagnoni itself, over the last few years was aimed at studying, experimenting and developing an alternative technology to the conventional ones used by competitors today.
Such technology, which provides for cold moulding (instead of the traditional stock removal machining), will permit to manufacture copper head commutators (therefore optimizing the use of raw materials) with better final characteristics, lower industrial costs than those applied on the market today and with both economic-productive and environmental benefits.
Therefore, the company’s R&D department intends to create a different product/process from the present state-of-the-art.
Elemaster, designing and developing electronic technologies

Managing the entire product lifecycle. These are the skills of Elemaster, which ranges from the design to the industrialization and certification of electronic instruments, from rapid prototyping to mass production, from the manufacturing of custom components, like the printed circuit board, to the supply of “turnkey” products, up to logistics and after sales service.
It operates in the sector of Original Design Manufacturing and of Electronic Manufacturing Services and nowadays its activity includes the design and manufacturing on a world scale of electronic equipment with high technological content. It is Elemaster Group, which in this issue of Electric Motor Engineering we have involved for a focus on industrial sector realities.
Today Elemaster is organized as an Electronic Technology Partner, as it can manage the entire product lifecycle: from the design to the industrialization and certification of electronic instruments, from the rapid prototyping to the mass production, from the manufactoring of custom components like printed circuit boards and custom cables to the electromechanical integration and the supply of “turnkey” products, up to logistics and after sales service.
Elemaster in particular works with a rising number of “fabless” companies, which outsource the manufacturing activity, focusing their strategic efforts on the marketing and sale of products. This market evolution has determined a new value proposal, meant as the offer of integrated services with high added-value generated by the research and development activity that concerns both products and manufacturing processes, increasingly oriented to the lean manufacturing.

The history of Elemaster started in October 1978, when in a basement in Merate (Lecco province) Gabriele and Rosella Cogliati, two people in their early twenties and recently married, lay the bases of a long entrepreneurial and family course. “The origin of our whole history, from 1978 until now, when we celebrate the fortieth anniversary since the foundation, stemmed from the courageous initial decision of giving up a stable and well paid job to undertake our own autonomous activity, aware of sacrifices and renunciations, putting at disposal our scarce economic resources”, starts explaining Gabriele Cogliati, today CEO and President of a Group worth 220 million Euros of turnover, over one thousand of workers employed in Italy, Europe and worldwide, with a strong bent for internationalization and a constant boost to technological innovation. Cogliati intended to offer a technical service of engineering and industrialization of the electronic product component to its customers and the latter immediately show a growing confidence: orders increase and, in addition to design, the demand for the prototype implementation starts. In Italy, it is the time of the development of electronic and information technologies, there is a growing demand for innovation and Elemaster finds its way with its own business model, becoming partner and reference reality for its customers. From the design and prototyping to the production of pre-series and then of turnkey finished products the distance is short. The space and the small group of collaborators of the origins are no longer sufficient, it becomes necessary to build a factory at Montevecchia, 2,000 square metres hosting about 50 employees: we are in 1988. Initially dedicated to the industrial automation sector, since 1990 onwards Elemaster has approached the energy and afterwards the medical sector, then gaining specialized competences in the transport sector, especially railway and avionics. At Montevecchia the development goes on with the vertical offer integration, through the establishment of a factory intended for the production of printed circuit boards (Eleprint) and, afterwards, through the widening of the manufacturing capacity with a new further local unit, taking up 3,000 square metres and hosting around 150 workers. In 1999, they establish a production site in Basilicata and start taking part in research projects, also due to noteworthy collaborations with the university world. In 2000, all the activities of research, development and hardware and software design are unified in a dedicated company: Eletech. In 2007, a new outstanding enlargement: Elemaster accomplishes the building of the plant at Lomagna that, on 23,000 square metres, can host over 500 collaborators, quadrupling the manufacturing capacity. In the last ten years, the Group has pursued a globalization process that has resulted in the presence, with dedicated design and production units, in Germany, United States, China, India and Africa. In 2016, they launched the “Vision 2020”programme, the industrial plan providing for the strategic development lines of the successive years that the company is currently implementing with great determination and has led to the setup of a commercial branch in France and to the recent takeover of a competitor with premises in Belgium and Romania.
Elemaster’s supervision of the complete productive cycle, besides allowing a direct control of all process phases, permits customers to rely on a single partner for the entire value creation chain: each of the 6,000 different products (electronic board, electromechanical subassembly or finished product) that the Group manufactures every year is the result of a tailor-made technological solution.

In the course of its history, Elemaster Group has widened the number of segments and market niches where to operate, today attaining a diversified business portfolio of over two hundred customers subdivided in ten industrial segments. Currently the range of action, on a world scale in high-tech sectors, goes from railway to avionics, medical, automotive, industrial automation and energy, with an all-round activity that allows a positive contamination.

The all-round activity of Elemaster allows a positive contamination, thanks to which the best practices of each sector are extended to other sectors’ productions. Wherever there is an innovative high-tech niche, Elemaster can propose its services in compliance with the highest qualitative standards.
Electric mobility
Among high-tech solutions and services in mobility and automotive sector, in particular, the supply encompasses electronic and electromechanical components, besides completely assembled and tested equipment. Among the main applications, it is worth mentioning control systems for hybrid & electric vehicles, earth-moving machines and heavy vehicles; motor & automatic transmission controls; telemetry and localization systems.
We asked some questions to Claudio Accorsi, Corporate Business Development Manager of Elemaster Group, about the design and production activity for the electric mobility.
What are the growth prospects in the electric mobility sector and at what products does
Elemaster work?
“Elemaster has designed and produced the majority of the electric and electronic systems for the electric mobility for over twenty years. We rank among the primary players in Europe and we are steeply rising in the other continents (USA and China), too, we are working at the biggest machine today existing in the world for the electric mobility: the train. Besides, we supply all ground equipment for the traffic and fleet management. The mantra that accompanies us in the mobility world is Drive by Data”.

We are extending the offer for the electric mobility to the automotive industry: we are working with big customers both in Italy and in Germany, from electronic controls for the optimal energy management on board of vehicles to the functional control of sensors as support to the assisted drive. The successive step will concern the cars with autonomous drive.
On what know-how does Elemaster ground its offer?
“The expertise is consolidated and developed by constantly evolving projects, from the implementation of the functional safety in components to the management and reduction of consumptions. One of the most challenging projects for us is the wireless train: for the power supply, we will exploit new energy-accumulation systems applied to ultra-light trains that will travel in cities covering also “the last mile”.
Thanks to this know-how we are extending the offer for the electric mobility to the automotive industry: we are working with big customers both in Italy and in Germany, from electronic controls for the optimal energy management on board of vehicles to the functional control of sensors as support to the assisted drive.
The successive step will concern the cars with autonomous drive: in the next 10-15 years, they will become Wheel Robots in the mobility integrated with trains and planes”.
What companies of the Group are involved and what is their contribution in the project?
Eletech is protagonist in researching and exploring the most advanced technologies available on the market and in supporting customers through co-design services.
Elemaster, due to its ISO TS-certified factories, is the ideal partner to turn innovative ideas into mass productions.
Air becomes electric

Specialized since the foundation, in 1955, in the production of laminations for motors and transformers, Trancerie Emiliane, owned by Felisa family, are unavoidably interested in the e-mobility theme.
At the beginning, it was the sound, and precisely the unmistakable one by Beatles. On tour in Italy in the early Sixties, the four from Liverpool clearly needed all possible stage equipment, starting with amplifiers. They were supplied by Davoli’s made in Italy, whose resonance boxes were echoed by the transformers by a small Parma company. We are speaking of Trancerie Emiliane that few years before had stemmed from the entrepreneurship of Pietro Felisa, founder driven by ingeniousness and the will of leaving war miseries behind. Since then, Felisa workshop has developed up to gaining the sizes and the renown as big international manufacturer of laminations for transformers and electric motors, entering the world of induced activities of leader global brands in automotive and not only. Today it relies on a subsidiary in Slovak territory and 350-400 workers in all, with a turnover of 150 millions. The time seems propitious for further great strides, due to the clamour aroused by the race to e-mobility.

The managing director Franco Felisa strongly believes that the electrification of light transports, or at least their strong hybridization, represents the (sustainable) future of mobility and perhaps of even human kind, even if he is aware that the road to be travelled is still long and will reserve new surprises.
«E-cars and hybrid», he told Electric Motor Engineering, «are the vehicles of the future but I do not think that their definitive success, that is to say the complete replacement of thermal engines with electric motors, can be implemented in the short term.
Let us just consider the infrastructural deficiencies from which we suffer, for instance, in terms of energy production and distribution capacity.

The game and the candle
In spite of that, the investments by big brands and by some representatives of their induced activities do not seem to leave any doubt: they are constantly growing.
The numbers at stake are attractive even if, currently, the planned output is in most cases equal to less than one tenth of means of transport produced in the world in one year.
While vendors generally compete on the distance covered and the mileage of their cars, their supply chain, to which also Parma brand refers, copes with fully different matters, like the development of the production of new components that imply the implementation of equipment to be used in brand-new forefront manufacturing lines.
«Another fundamental step for the success of the electric mobility», commented Franco Felisa, «is represented by the development of batteries, and the issue is not exclusively of commercial or technological character.
The automotive industry is working hard to establish long-term agreements with the owners of lithium mines to be sure it will be supplied with the precious mineral.
A shock of realism
In the opinion of Franco Felisa, batteries must be recharged in the lapse of few minutes and the recharge must be sufficient for hundreds of kilometres to allow zero-impact four-wheels to keep their promises and to meet market requirements.
Nowadays, unfortunately this technology is not available, yet, and, in fact, it needs too much time for a complete recharge, with which it is not possible to travel long distances, yet, and anyway at low average speed.
To succeed in the aim of giving more autonomy and higher average speed to vehicles, manufacturers must strive to produce less energy-eating electric motors.
One of the feasible ways is certainly the reduction of sheet metal thicknesses.
Instead of the common 0.5 mm thickness used for standard electric motors, already today automotive uses thicknesses from 0.35mm to 0.27mm, but some automotive companies report and produce prototypes with sheet metal thickness of 0.19 mm.
This requirement urges the entire chain to an epochal change in the implementation, for instance, of the necessary steels, as well as of apt equipment and machines for blanking the laminations for the production of electric motors.

In my opinion, this is the approximate situation we are likely to face for the whole current year.
From 2020 to 2021, the numbers of electric vehicles introduced by companies into their ranges will be much broader.
Certainly, we cannot get off the running train of the e-mobility and Trancerie Emiliane are ready for racing and for satisfying its customers’ demands and needs.
Zero tolerance
In comparison with past years, before the 2008-crisis, certainly the whole market scenario has radically changed, for instance with delivery terms dropped from some months in the past to the present few weeks, as well as quality, irredeemably shifted to zero PPM. Despite criticalities, Felisa irremissibly considers automotive as the core of his company’s next initiatives and he is certain the future coincides with the diffusion of the e-car.

4.0 blanking
«We have clear ideas about what we would like to do», he anticipated, «but in a scenario of such a difficult interpretation caution is mandatory.
We imagine a robotic “next” factory, with electric trains that will handle goods in absolute autonomy, and fully automated warehouses, too, without anyway ever forgetting the human factor that is, and must remain, the focus of each of our thoughts or actions. On the other hand, employees’ competences and their way of working are expected to live an epochal change. Besides machines, workers are and will be called to increasingly use forefront consoles of collection and transfer of data concerning single job orders and all that can be used to fulfil them.

The AIDA MSP allows producing high precision and high-efficiency motors such as EV motors, HEV motors and energy-efficient home appliances motors. AIDA MSP presses are characterized by a remarkable dynamic precision due to both the compact design and the multiple suspension points architecture in line, to the native AIM function (Adjust In Motion) and to the balance reached between the high rigidity and the large surface of bed area. AIDA MSP presses guarantee unsurpassed accuracy and the longest die life thanks to the lowest deflection characteristics. Moreover, all areas that transmit the press the forming loads, such as the connecting rod bearings and the crankshaft bearings, are made from special metals selected to avoid heat deformations. Ideal for production of parts featuring thicknesses under 0.2 mm Multiple suspension points Oil temperature control unit Caliper type clutch and brake Highly rigid frame Highly rigid guidepost Adjust In Motion function (AIM)

We imagine the next job as absolutely less heavy from the physical point of view but much more committing in intellectual terms.
To compete globally, we must create further flexibility and this is accomplished through studies and investments in people and machines.
Trancerie Emiliane’s programme includes the implementation of a central unit or control tower that tracks in integrated way the information about activities in course and productions, the state of the art of each machining, which can be monitored step by step from remote.
Concerning this, Trancerie Emiliane has recently bought new AIDA presses that will be interconnected with the company, actively participating in the industry 4.0 project.
Stame, complex and precise mechanical parts

Established in 1977 thanks to the farsightedness of the current founders and owners, Canali brothers, during the years Stame has specialized in producing mechanical parts, of complex geometry and fair or good dimensional precision, through compaction and sintering of metal powders.
Nowadays the company produces parts for various mechanical production sectors, from locks to household appliances, from motorcycle to automotive induced activities. A relevant part of the generated turnover is carried out with foreign companies. Due to a basic choice, Stame is deeply interested in scientific and technological innovation. The study and the setting up of innovative sintered materials and advanced mechanical solutions, together with customers’ collaboration in designing, are part of the company philosophy and are more and more often encompassed in the ambit of the activities planned and developed systematically.
To improve the professional level and the technical-scientific competences of its human resources, Stame encourages its engineers’ participation in training activities, seminars and international sector meetings.
Once upon a time…

The success story of GROB-WERKE began back in 1926 when the company was founded by Ernst Grob, who was producing folding boats, weaving machines and stationary combustion engines at that time.
In 1952, Burkhart Grob, the son of the founder, assumed responsibility for the company almost completely destroyed during the war and was able to forge the link to the emerging automotive industry with high-quality and technologically-convincing production machines. In 1968, the Mindelheim plant was built and the company’s headquarters was relocated from Munich to Mindelheim. Besides the parent plant in Mindelheim, the plants in Bluffton (USA), São Paulo (Brazil), Dalian (People’s Republic of China) and Turin (Italy) are part of the production network of GROB Group. This production network is expanded through fifteen sales and service branches in South Korea, China, India, Russia, Great Britain, Hungary, Mexico, Poland, Switzerland, the Netherlands, Vietnam, France, Japan and the USA to guarantee the best service quality.
Even after Dr. Burkhart Grob passed away in May 2016, the future of the family company has been strictly set out. Christian Grob took the company into the third generation as the new Supervisory Board Chairman. With a product portfolio ranging from universal machining centers to highly complex manufacturing systems including automation, and from machining assembly units to fully-automated assembly lines, GROB is one of the few machine tool manufacturers that produces and supplies machining and assembly equipment, as well as electromobility concepts since 2016.

Since the production of electric motors demands special assembly know-how, it was logical for GROB to seek a competent partner from the field of electric motor technology. Its takeover of DMG meccanica enables GROB to emphasize more than ever its claim in drive technology to be a leading and reliable partner for the automotive industry.
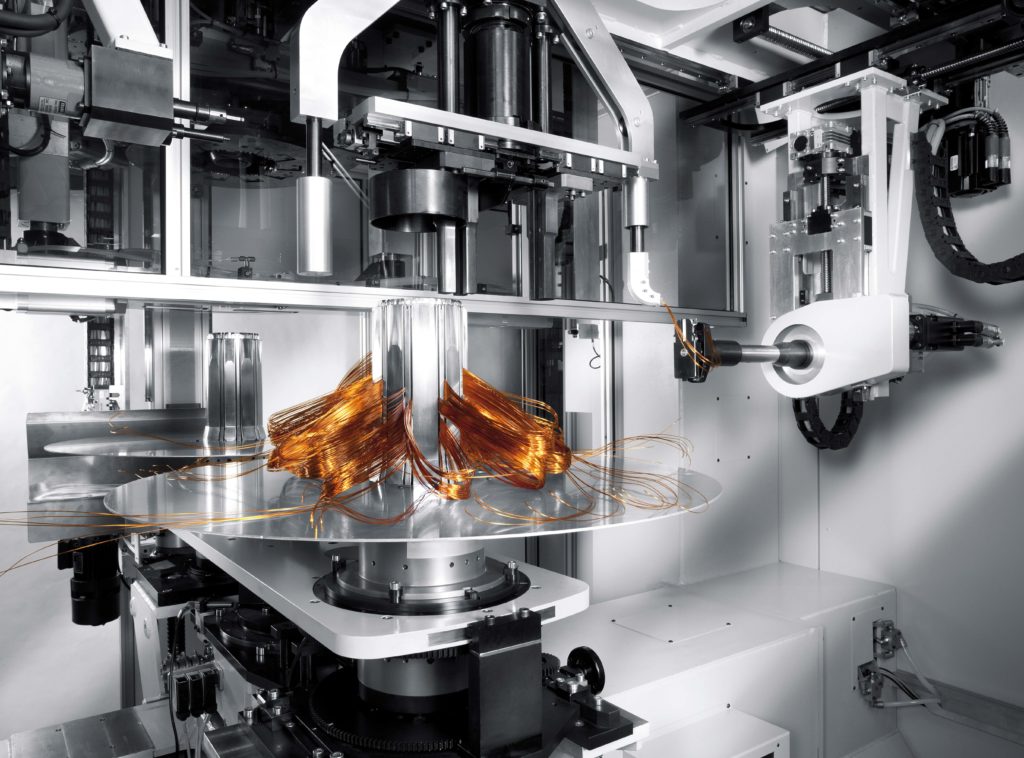
Development of DMG meccanica
Mauro Marzolla and the father of Marco Debilio founded DMG meccanica in 1992. They both brought with them decades of experience in winding technology for electric motors acquired at PAVESI, which, at that time, was one of the leading Italian providers of winding machines for electric motors. In 2001, after PAVESI had closed the activity definitively, DMG meccanica enjoyed an extremely successful period during which a range of new technologies and invention were brought to the market. These included both solutions and machines for manufacturing stators for electric motors, alternators and generators, and solutions for highly efficient winding machines. Directly responsible for these technological milestones were the engineers of DMG meccanica, who are among the best in their industry. Following this development, further products were developed over the years, such as various machines for spool manufacturing, spool feeding and winding head forming and slot insulation machines. In 2016, DMG meccanica, with a workforce of forty employees, achieved a turnover of ten million Euro. Five percent was in the home market of Italy, 40 percent in the EU and 55 percent in non-EU countries. 60% of the customer portfolio is comprised of well-known electric motor manufacturers and suppliers to the automotive industry. In addition, DMG meccanica was particularly well-represented in the important e-mobility market of China.
The acquisition: benefits for both companies
At the end of January 2017, GROB acquired 100 percent shares in DMG meccanica, substantially reinforcing the competences and developments in electromobility which it has been developing for several years. The technologies of DMG meccanica and the new processes developed by GROB, enable GROB to provide all the vital manufacturing processes and procedures in electric drives for the automotive industry and its suppliers world-wide, and also to supply them for series production in the near future. Following the acquisition, DMG meccanica became part of the GROB Group without any changes being made to its corporate structure. To complete its integration and optimize its structure, DMG meccanica has undergone the final step of the acquisition and been renamed GROB Italy S.r.l. in January 2018. The management board remained unchanged and continued to comprise the founders of DMG meccanica Mr. Marco Debilio and Mr. Mauro Marzolla.

The cooperation was a win-win situation for both companies. GROB took this step in order to strengthen its many years of research and development work in the field of electromobility and DMG meccanica has found in GROB a strong, globally-oriented partner for series production.
Further investments to expand these technologies are planned at both sites in Turin and Mindelheim. So already four years ago, in response to the increasingly progressive pace of technological change with vehicle powertrains, GROB established a Research and Development Team that focused solely on electromobility. Close consultation with renowned representatives from the automotive industry soon revealed a high demand for mass production equipment in this sector, the focus being on two core areas, the electric motor and the battery. In close collaboration with the automotive industry, engineering processes and methods for the series production of high-efficiency electric motors and extremely compact battery modules with a high power density are being developed and trialed on over 2,500 m² of space. “GROB is currently working on several projects for electric drives in the international automotive industry,” says German Wankmiller, Chairman of the Board & CEO. He goes on to explain: “Thanks to a team of specialists and development engineers, GROB can realize each and every one of these projects. As a general contractor, we are already able to handle large orders and offer machines and systems for electric motors, battery modules and fuel cells.”
Product portfolio
GROB’s innovative prowess in the automotive industry has led to the electric motor and battery being pushed forward into a new technological dimension, and to the development of electric motors achieving high power density and efficiency. The challenge is to manufacture very precise, process-stable and precisely-timed machines and equipment, since very narrow tolerances are vital for achieving efficiency. As a general contractor, GROB offers a wide portfolio of such machines in the field of stator, rotor and electric motor production. The production program ranges from individual semi-automatic machines to fully automated complete solutions. For stator production in particular, there are various manufacturing methods for inserting copper wires into the stator slots. GROB covers the wave winding technology, the hairpin method and the fan coil technology. In addition, GROB Italy S.r.l. offers the inserting technology and needle winding. This means that GROB can market and operate all the production processes required in the automotive industry. GROB supports its customers, from the initial idea to the system concept for prototypes through to large-scale series production. In addition to electric motors, the field of battery systems represents the second most important of the pillars for the future of electric mobility. The production of battery cells and the reliable assembly of battery systems is becoming increasingly important. As a specialist in assembly technology and automation, GROB is ideally positioned as a provider of turnkey equipment to also be capable of providing future-proof and reliable systems engineering in the field of battery systems. To meet the demands of car manufacturers in the field of battery systems, very versatile engineering is required, for which GROB develops new and innovative system concepts focusing on process stability, precision and flexibility, taking cost factors into consideration. With a team of specialists, the GROB technicians work on futureproof production processes and make an important contribution to the development of intelligent concepts from ideas to series production. In module assembly, individual battery cells are processed to form a module. The requirements for battery systems as energy storage systems are tremendously high in terms of product, production technology and safety, and optimal quality is demanded in view of the delicate cell chemistry, so production lines must be fully automated and interlinked. But at the end of the day, the success of production is largely dependent upon understanding and optimization of the overall process. For this reason, GROB offers support to its customers at all stages of the value-added chain the technical know-how needed for this is partly drawn from similar processes in assembly technology.


Relevant markets and future scenarios
Electromobility is gaining importance at an increasingly fast pace, and transformations in vehicle drive technology have already begun. The markets have responded to these changes in various ways. GROB though, with its inherent strength and experience of making highly productive manufacturing and assembly lines, has already squared up to this new challenge. The GROB Group champions a uniform procedure and sales structure, and this is closely coordinated with the headquarters in Mindelheim. Since Europe and China are among the electromobility forerunners and the proportion of e-drives in China for the next few years has been laid down by legislation, investments in this sector are very high. With its expertise as a turn-key supplier, recognized by the automotive industry on many occasions, GROB has already mastered all the processes and technologies required to offer system concepts for reliable and cost-efficient series production. No surprise, then, that GROB is already considered the first point of contact in the electromobility sector – the testimony being the first extensive orders from the automotive industry. In this process, the Italian production plant is playing a key role within the GROB Group alliance to secure positive future prospects for the company.

Ground breaking ceremony of the new GROB Italy plant
The transfer of the GROB Italy plant from Buttigliera Alta to Pianezza is part of a long-term development plan which intends to make Pianezza a place of reference regarding the design and manufacturing of special machines and automation solutions for the production of electric motors. To support this important technological development, GROB has set up the new plant in Pianezza as a highly functional center, with an area of 24,000 square meters, of which 4,800 sm are dedicated to production and 3,300 sm to offices and services. It is intended to pool the whole production cycle from conceiving an idea to its practical implementation. Currently, the financial investment provided is approx. ten million euro. The workforce at the moment comprises about 60 employees, but GROB Italy is planning an increase of about 40 to 50 new jobs in the first phase to meet future needs.