

{kind=link}
What are the structural choices that make a motor innovative and super-performing? What are the most suitable materials for obtaining the best of each component in the design layout?
We have asked it to a great expert: Luca Ianni, Engineer and Electric Motor Specialist of AVL, among the leader forefront companies, which at its sites, including the Italian hub at Cavriago (RE), is intercepting and outlining the present and the future of the electric motor of excellence.
Before going into the impressive theme that highlights the innovation of electric motors, with the target of exceeding the limit of the performances reached today from the point of view of technology and electromagnetic operation, especially in automotive ambit, it is necessary to do a macro-subdivision of electric motors; first between those with axial flux and radial flux. «In the automotive sector, we still find both motor typologies, even if there is growing interest in axial flux motors due to the achievable torque and power density performances. Today the axial flux motor can reach levels that were unconceivable last years, especially in terms of cost, because this motor typology features higher manufacturing difficulties that made the manufacturing cost rise and then induced to discard it a priori, owing to budgets, compared with radial flux motors».
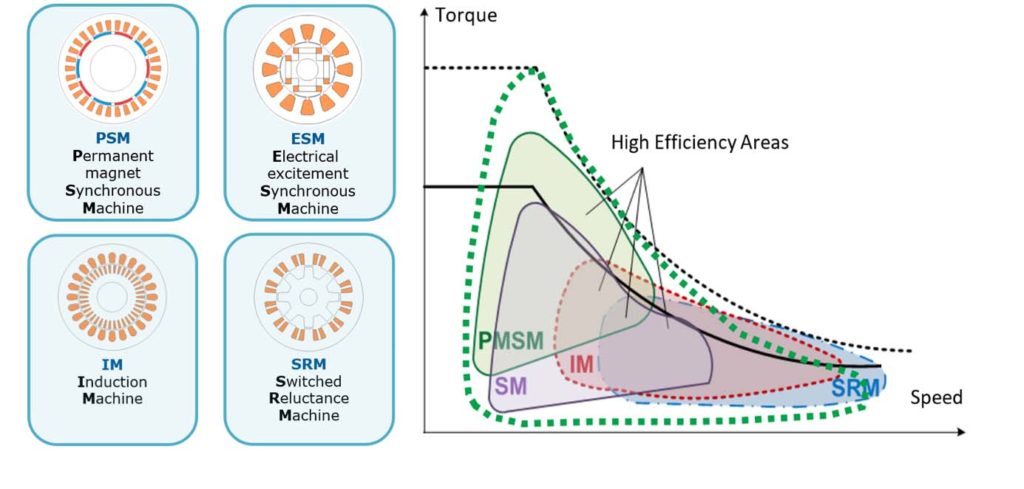
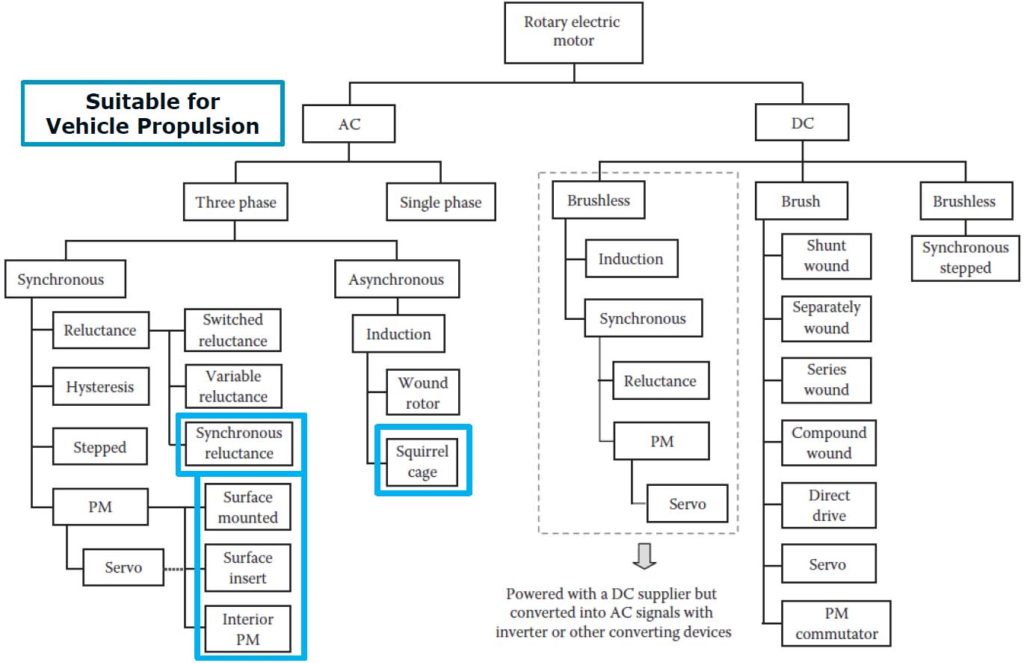
Other macro-divisions among motors see on one hand permanent magnets synchronous motors, then brushless motors that in their turn can be split into surface mounted permanent magnet motors and internal permanent magnet motors, the latter called also IPM, widely used in the automotive industry because they allow exploiting the reluctance torque component, increasing efficiency and extending the speed range versus other structural typologies. On the other hand, there are wound rotor synchronous motors without magnets in their interior but with windings in the rotor, too. Asynchronous motors with squirrel cage rotor, appreciated for their low costs, high operation temperatures and the user-friendliness of the drive control. Finally, reluctance motors, which exploit only the reluctance contribution to produce torque, characterized by a simple rotor, without windings, bars or magnets, and then easily manufactured, not expensive and mechanically sturdy.
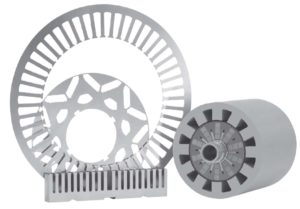
Laminations
Beyond the simulation and design aspect that allows attaining more performing motors than in the past, what makes an electric motor become innovative, in comparison with past decades, is undoubtedly the choice of materials. In this context, a fundamental role is played by the lamination composing the rotor and the stator.

wire EDM cutting
«Today we more and more often use laminations of iron –cobalt material, characterized by better performances in the electromagnetic behaviour, broader use range before saturation and low loss figures, with unchanged induction and frequencies, compared to other materials like iron-silicon. On the other hand, iron-cobalt features lower yield stress values than iron-silicon and therefore, for high-speed applications with notable mechanical stresses, the design optimization (i.e. flux barriers for IPM motors) and manufacturing techniques, like for instance backlack, become crucial. Iron losses are also reduced by the strong rolling of stator and rotor stacks: the more we decrease the thickness of these laminations, the more we reduce eddy-effect losses The trend that is prevailing today is having laminations around 0.2mm, even if with current cutting techniques we can obtain laminations of just 55µm. Obviously, 0.2mm laminations can be easily processed with punching and laser cutting techniques and then suitable for mass-production, on the contrary, from 55µm laminations we can achieve the wished geometries only through “Wire EDM” cutting techniques, suiting small volumes».
Magnets
Throughout the years, the performances of the magnets offered by suppliers constantly improve. On the market, in fact, are available products with higher values of remanence and intrinsic coercitivity than in the past, this results in higher performance with the same magnet volumes and minor demagnetization problems, with the advantage of motors that can operate at higher temperatures and with higher inner magnetic fluxes, then improved torque and power density performances.
«Speaking of the materials that compose magnets, typically in the industrial sector but also in the automotive, Neodymium-Iron -Boron (NdFeB) is broadly used.
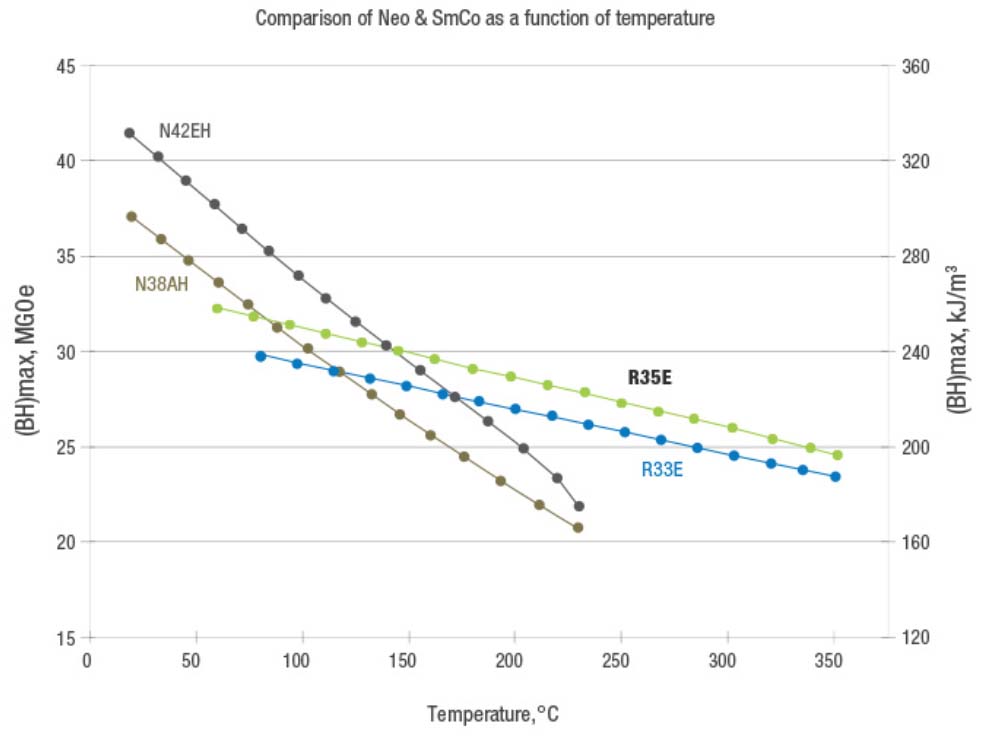
Other magnet typology is Samarium-Cobalt (SmCo) one that, even if more expensive, has higher BHmax values than NdFeB ones for temperatures exceeding about 150/180°C, but lower values compared to the best grades of NdFeB for lower temperatures.
The SmCo magnet features then higher remanence values at high temperatures and is less affected by demagnetization problems, featuring higher intrinsic coercitivity values than other typologies. In the choice of one instead of the other, we must understand what performance target we want to reach and then the thermal class of the motor. If we decide designing a motor that operates at 200°C and over (C thermal class), SmCo magnets certainly assure better performances. Moreover, the high admissible thermal delta, with regard to the environmental temperature, allows increasing torque and power densities of the motor at unreachable values with NdFeB magnets used at lower temperatures (F or H thermal classes)».
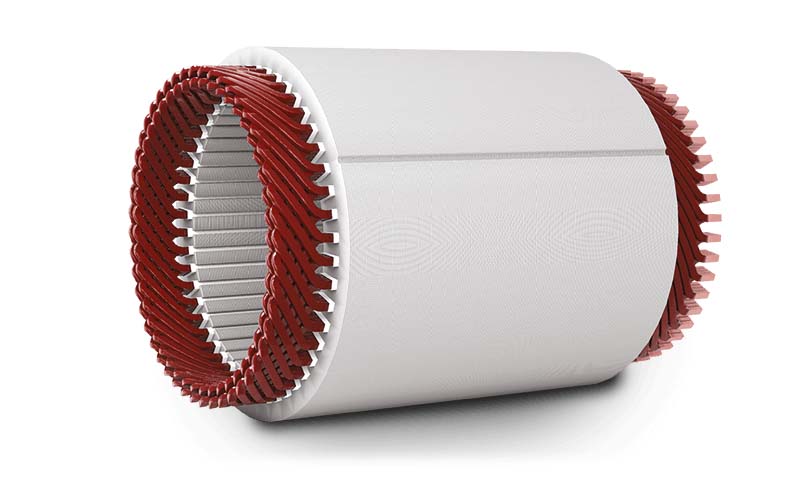
Windings
Another variant that is increasingly present in current motors is given by a growing use of hairpins instead of wire windings that constitute the wound stator. «We are witnessing a growing use, especially in the automotive industry, of hairpins, then enameled copper bars used to form windings inside stator slots. Benefits are immediate thanks to the bigger quantity of conductive material that can be inserted into the slots, leaving fewer empty spaces among conductors and then improving also the heat dissipation capacity».

The fill factor, then the ratio between copper area and slot area, generally reaches values ranging from 0.3 to 0.6 by using copper wires; with the use of hairpins and with an optimized slot geometry for the specific conductor, it is possible to go beyond this limit. Increasing the fill factor, then having more copper at disposal inside the slot itself, with unchanged current allows reducing joule losses, and therefore improving efficiency and reducing over-temperatures; reasoning instead with the same admissible thermal delta, it means the possibility of improving motor performances and then the torque density, with the same mass and volume.
Moreover, hairpins can be rolled in such a way as to avoid skin effect phenomena in the conductor.

Heat dissipation
The heat generation is connected with losses that occur inside the motor, they can be either joule losses in stator windings, or in rotor bars for induction motors, eddy effect and hysteresis losses in the laminations of rotor and stator, eddy effect losses in magnets, friction losses in bearings and windage losses in the magnetic gap in air between stator and rotor.
«All these losses result in heat generation; improving the cooling system and then the capability of extracting this heat from the motor and of dissipating it allows making the motor more performing: the better we dissipate heat, the higher performances will be».
There are different modalities to dissipate heat and each way has different efficaciousness. In industrial ambit, we generally opt for cooling through natural convection, broadly used for brushless motors or for air-forced systems often used in asynchronous with winged enclosures; we make the air flow (moved by a fan connected with the shaft or driven by a secondary motor) on the outer enclosure of the motor, increasing the thermal exchange that would occur with the standard convection. However, the performances we can obtain from these systems are distant from the ones wished for high power density motors. To grant better performances it is necessary to choose other methods, especially for the automotive sector of sport cars, where the research of performances is fundamental.
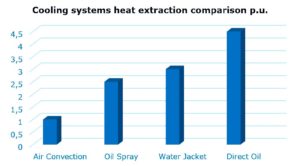 A more performing system provides for the use of a water jacket that forms the motor enclosure, containing ducts where the coolant flows, generally a water and glycol mixture. This broadly used typology allows attaining 3-time higher heat extraction than in a motor cooled by natural convection only.
A more performing system provides for the use of a water jacket that forms the motor enclosure, containing ducts where the coolant flows, generally a water and glycol mixture. This broadly used typology allows attaining 3-time higher heat extraction than in a motor cooled by natural convection only.
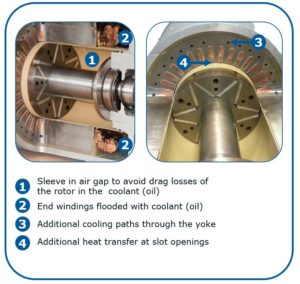
A result resembling this cooling solution is achievable through the oil spray system, i.e. the injection of refrigerated oil on the heads of stator windings, therefore directly permitting to extract heat from the copper section protruding from the stator stack.
«There is another method, more performing than all others but less used, which allows a 4.5 time higher heat dissipation than natural convection: the complete immersion of the stator inside the oil that implies an excellent heat extraction from the stator and relative windings. Currently, despite the positive results, it is not largely used because this method requires particular manufacturing devices and this means that also costs increase hand in hand with performances, rise that cannot be justified for some applications».
The integration of the perfect mix
The perfect mix of components for the best possible motor? «A motor able to encompass the best of all materials and optimal electromagnetic, thermal and mechanical design, combined with all aspects of NVH and component noise optimization. Therefore, today the identikit of the innovative motor might be a brushless internal permanent magnet motor made of samarium-cobalt, which admit a use at steady-state temperatures exceeding 180°C, possibly in C class, with direct cooling in oil; iron-cobalt laminations in backlack, researching speeds certainly surpassing 20.000rpm with reduced losses. We should not underestimate the importance of having insulating material, resins and pottings, able to withstand temperatures exceeding 200°C, for the consequent freedom of a less constrained design, able to provide higher and higher performances. The potting compounds, for instance, used to encapsulate windings, which give benefits not only in terms of electric insulation but also in the heat exchange between windings and laminations, are today limited to temperatures inferior to the C class; besides, for all those applications that provide also for a particular motor certification for the sale in some States, like UL for the United States and CSA for Canada, the thermal limit of the insulating material is fixed at much lower values than the real limit of the component, then making the pursuit of the absolute performance, and at the same time the certification of the motor for a certain market, almost impossible».

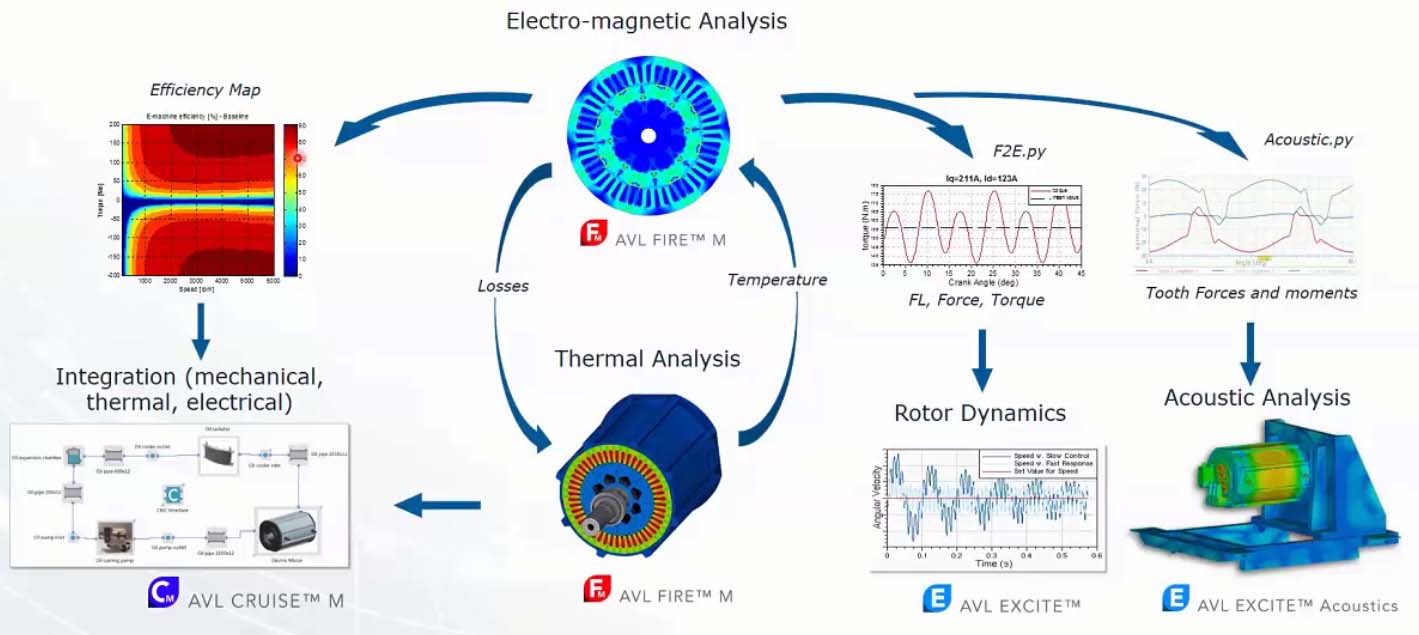
The motor performance is strictly linked with design and simulations carried out before the prototyping and production phases are fundamental. In a first step, it is possible to use 1D concentrated parameter calculation software for both the preliminary sizing and thermal simulations. In a second phase of more accurate optimization, FEM and CFD finite element simulation software, both 2D and 3D, are used, thus covering all the aspects that characterize an electric motor, from the electromagnetic circuit to mechanical, thermal and NVH performance, up to the study of the behaviour that occurs when the motor operates inside the application system, such as for instance an electric axle or an entire powertrain. «A study of this kind, then more in-depth, with more accurate simulations, addresses for instance the automotive ambit because torque and power densities of the motors intended for the most performing cars, are at the limit of technical possibilities, especially for high-speed applications or wherever we try to optimize efficiency at best or to exploit as much as possible the admissible thermal jump from used materials.
Besides the simulations, there is a key step: the test on the manufactured motor. It is not sufficient, in fact, to design and to simulate it, it is necessary to be able to test it accurately once manufactured, especially concerning the first prototypes, in order to validate the simulations executed; collecting precise data on prototypes allows carrying out the due optimizations in the second phase of simulations; besides, it is possible to acquire the necessary inputs for other simulation typologies, hardly executable without a first test phase, like for instance the airborne simulations for the definition and the reduction of noises».
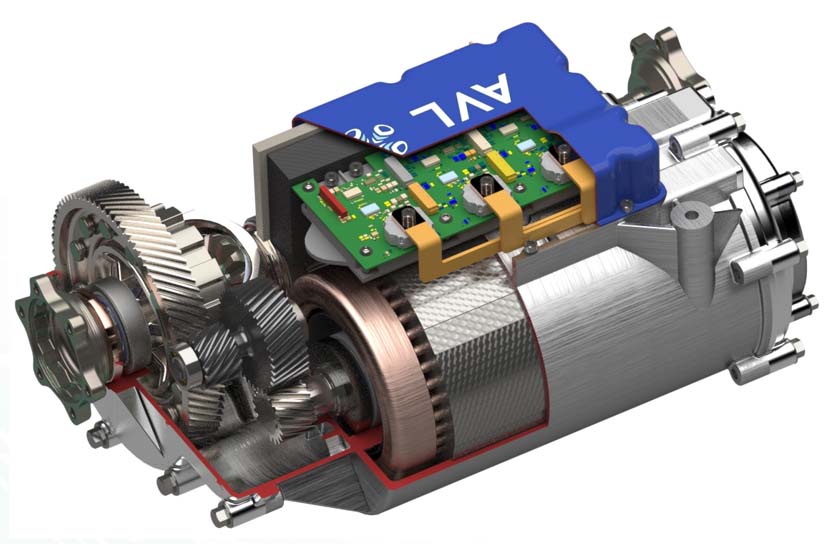
The excellence of AVL deserves to be highlighted not only due to the capability of designing highly performing motors but also for the ability of integrating them at best inside use systems, to the ends of real innovation that provides for the integration of the electric motor with power electronics and mechanical transmission.
«What we are developing as AVL is an integrated design package, where the whole motor enclosure is devised for its connection with the inverter and the gearbox. All that allows achieving a noteworthy reduction of sizes and weights and then making the real difference in some applications, such as the automotive ambit».