

Electric motorsport represents one of the most demanding environments for the development of electrification technologies, where high power density, severe thermal cycles, and tight dimensional tolerances require advanced design and manufacturing solutions. Within this context, EGLA Racing operates as a dedicated platform supporting the collaboration between EuroGroup Laminations and Marelli Motorsport in electric racing applications. Active for approximately two years, EGLA Racing brings together industrial expertise and application know-how with the objective of accelerating innovation in electrification systems. On one side, the project leverages the EGLA Group’s capabilities in the design and production of electromagnetic components; on the other, it enables Marelli Motorsport to access advanced stator manufacturing technologies, an area in which EGLA has long-standing industrial expertise. The first tangible outcome of this collaboration is the supply of stators for the front electric axle, the so-called REV-500, which will be adopted by all teams in the Formula E Championship starting from the 2026–2027 season.

Standardized front architecture for Formula E
The project developed within EGLA Racing is part of a major evolution in Formula E vehicle architecture, which from the 2026–2027 season will introduce a fully electric all-wheel-drive configuration.
«Compared to the current configuration – states Paolo D’Angelo, Group Technical Director at EGLA – the front axle will no longer be limited to energy recovery, but will significantly contribute to torque delivery, effectively transforming the new Formula E into a true four-wheel-drive vehicle».
In this framework, Marelli Motorsport has fully engineered the front axle, while teams will retain design autonomy over the rear axle and energy management systems. This model imposes stringent requirements in terms of quality, repeatability and performance consistency, making the front unit a shared technical benchmark.
«The objective is to ensure consistent behaviour – D’Angelo explains – without favoring any team, despite operating on relatively low volumes. In this respect, EGLA contributes by supplying stators and providing advanced expertise in high-precision manufacturing processes».
Thin laminations and process quality for efficiency
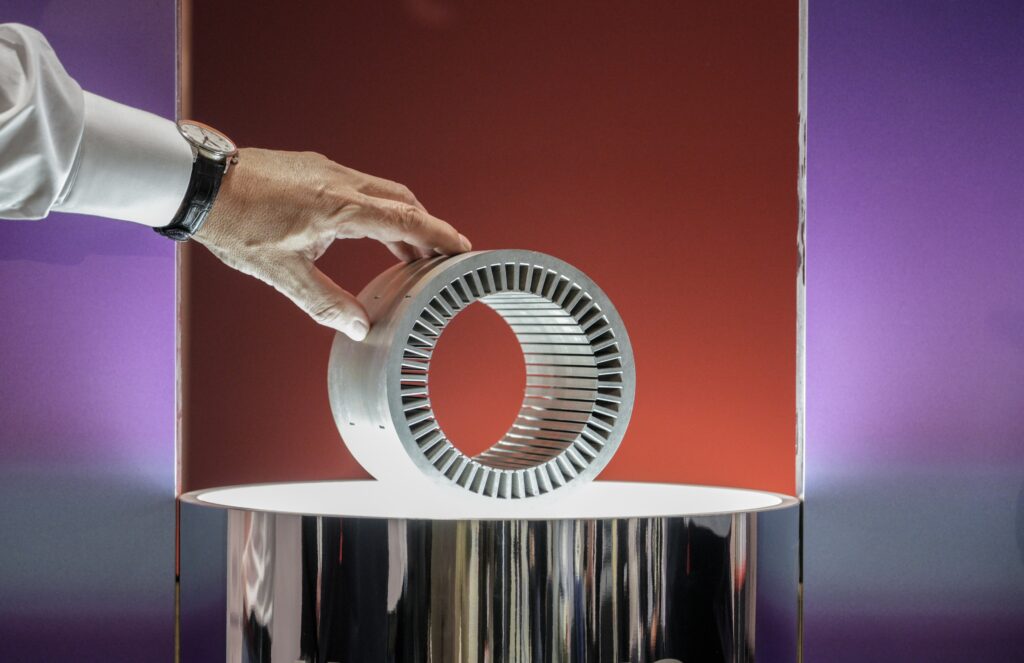
The technological core of EGLA’s contribution is the stator, developed using 0.1 mm electrical steel laminations, approximately half the thickness of current best-in-class automotive applications. This approach reduces losses and improves overall motor efficiency but requires extremely high precision in manufacturing.
«Reducing lamination thickness – says D’Angelo – is a key factor in improving efficiency and required the development of dedicated stamping dies. The stator consists of approximately 1,300 laminations and contributes to a powertrain with a mass below 50 kg, characterized by high power density, in the order of 500 hp. The system achieves efficiencies of around 98% for the electric motor and approximately 99% for the gear reduction unit and inverter».
At this level of performance, achieving an efficient stator depends not only on material selection but on the control of every manufacturing phase. Lamination stamping represents the first critical step: the cutting process tends to alter the crystalline structure near the edges, locally degrading magnetic properties. Controlling and minimizing this effect is a key competence of the EGLA Group, which has developed a dedicated stamping die specifically for these laminations.

Process control and tolerance management
A second critical parameter is stator concentricity, both internal and external, as geometric tolerances directly influence rotor positioning.
«The higher the concentricity accuracy – D’Angelo notes – the smaller the air gap between rotor and stator, with direct benefits in terms of motor efficiency».
Another key aspect concerns the assembly of the stator stack, carried out through bonding techniques based on proprietary EGLA solutions. At this stage, both material selection and application methods directly affect component stability and final geometric tolerances.
«The choice of bonding solutions and application methods – D’Angelo specifies – directly impacts the shape tolerances of the finished component and, ultimately, overall system efficiency».
The stator is the first point at which electrical energy is converted into electromagnetic energy and must ensure that magnetic flux is properly managed and confined without losses, making every phase of the process critical to overall performance.
From track to series production
The entire project with Marelli Motorsport acts as an advanced validation platform in which EGLA’s expertise is applied and proven under severe operating conditions. In this context, motorsport functions as a technological accelerator, enabling the testing of solutions that, once industrialized, must maintain the same levels of efficiency and repeatability. At the same time, the project provides a structured pathway for technology transfer to large-scale industrial and automotive applications.
«The guiding principle is the transfer of technology from motorsport to series production – concludes D’Angelo – with the objective of bringing these innovations to high-volume manufacturing platforms. Identified development areas include extending the collaboration to other championships and initiating research on next-generation materials for high-performance stators».
Number of laminations: approximately 1,300
Lamination thickness: 0.1 mm
Stamping: dedicated die with engineered solutions to minimize the impact of cutting on the crystalline structure of the electrical steel
Assembly process: bonding and alignment using proprietary solutions
Total powertrain mass: below 50 kg
E-Axle power: approximately 500 hp
Electric motor efficiency: ~98%
Gear reduction unit and inverter efficiency: ~99%
Supply: standardized for all Formula E teams starting from the 2026–2027 season








{kind=link}