

In today’s e-Mobility manufacturing landscape, hairpin stator production has reached a level of maturity that only a decade ago seemed ambitious. ATOP’s fourth-generation machines, now part of the IMA EV-TECH technological portfolio, represent the consolidation of more than 15 years of continuous development in copper bar stator processing. Higher productivity, improved process stability and optimized footprint are no longer differentiating elements, they are expected standards.
Behind these results lies a precise engineering philosophy built on three pillars: innovation, flexibility and compactness. These principles didn’t emerge gradually; they were embedded in the project from its earliest stage. When ATOP began developing its first fully automatic hairpin stator line in 2009, the market was still largely oriented toward conventional coil insertion technology. Choosing to invest in copper bar technology meant stepping into largely uncharted territory, anticipating its potential for the future of electric motor manufacturing.
Hairpin technology, the core of electric motor manufacturing
Hairpin forming quickly proved to be the technological core of the process. The introduction of CO₂ laser technology for enamel removal, combined with fully programmable 3D robotic forming, established a controlled and repeatable approach to copper shaping. Yet precision alone was not sufficient. Production lines had to accommodate multiple stator variants, different slot geometries and varying conductor configurations. Flexibility became a structural requirement rather than an optional feature.
To address this, QCO (Quick Change Over) concepts were integrated from the outset. Tooling systems were designed with fixed references, eliminating the need for fine tuning at start-up. In the EV sector, where each component carries significant value, the objective was clear: after changeover and quality verification, the first produced part must already meet specifications. The extensive use of electric axes across process functions provided the control accuracy necessary to reach this goal.
Compactness was another distinctive feature. Electrical and pneumatic cabinets were initially integrated into the machine structure, reducing footprint and improving layout efficiency. While Tier 1 and Tier 2 customers readily adopted this configuration, OEMs often required more conventional external cabinets. Today, IMA EV-TECH offers both solutions, responding to different production philosophies.
Over the years, the company’s expertise has grown through a rigorous engineering approach and continuous collaboration between R&D teams and universities. Copper, however, has repeatedly demonstrated behaviours that aren’t always predictable. Its reaction to forming and welding processes led engineers to define it as “a living material”, capable of changing characteristics depending on variables that aren’t always immediately evident.
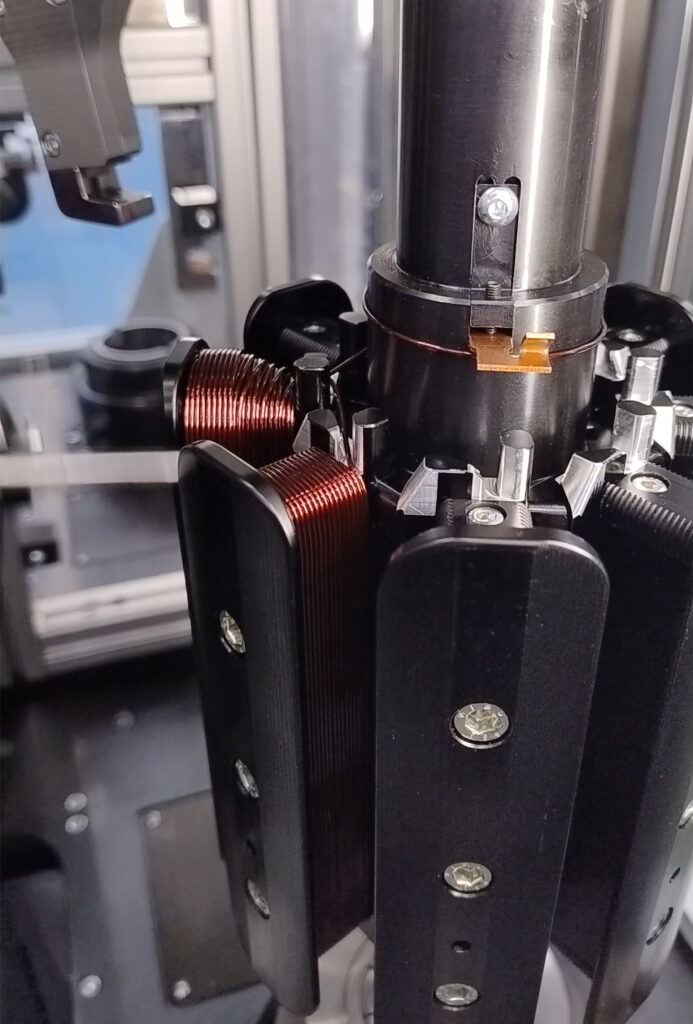
Welding has remained a critical phase in hairpin technology. Early alignment systems based on masks evolved significantly over time. In high slot-count and small-diameter applications, gripping systems replaced masking solutions. More recently, a three-effect mask has been introduced to ensure tangential and radial alignment while guaranteeing axial containment. Its reduced thickness makes it particularly suitable for very short wire leads, including so-called “minipins,” with serial production already achieving straight terminal lengths below 6 mm.
Today, ATOP’s fourth-generation hairpin stator machines consolidate more than a decade of technological evolution. Higher productivity, increased process stability and optimized footprint summarize the progress achieved while preserving the original design principles.
Looking ahead, the evolution of e-mobility motor design remains open. Hairpin stators are widely considered a strong solution, yet some view them as a transitional step toward simpler and more cost-effective manufacturing concepts.
Continuous Flow Winding (CFW): a promising development
IMA EV-TECH continues to explore alternative technologies. Traditional wave winding still presents constraints in motor design, process control and automation scalability. In this context, Continuous Flow Winding (CFW) represents a promising development. Originally engineered to meet specific motor requirements, CFW addresses many of the limitations associated with conventional wave winding.
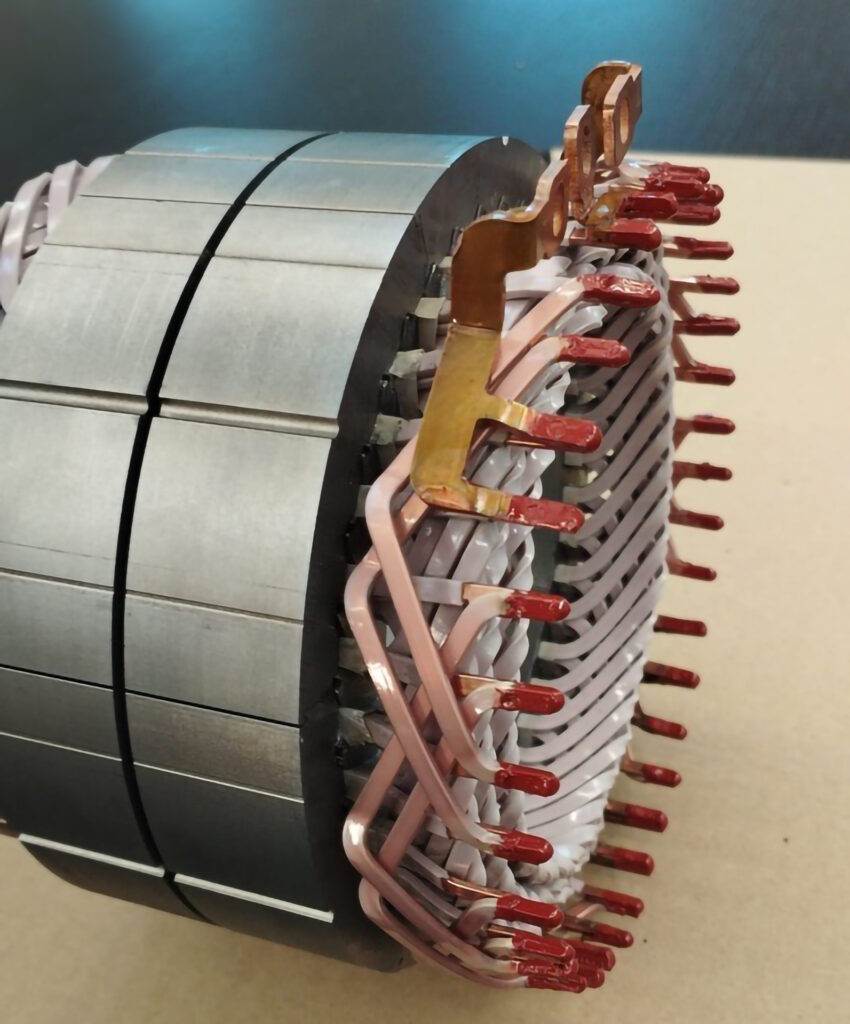
The external insertion process enables closed-gap inner diameters, while helicoidal slot profiles support improved magnetic flux distribution and smoother conductor insertion. The reduced wave development allows compact equipment, with a complete line footprint comparable to that of a hairpin stator line. Moreover, outer-slot insertion limits copper crown height to below 24 mm, contributing to a more compact end-winding geometry.
Applications using both Litz wire for single-pole stators and rigid conductors have already been developed, expanding the potential of this technology.
As the stator shows continuous evolutions, also the rotor requires development of technologies. EESM rotors are growing as an important alternative to permanent magnets. New winding solutions becomes necessary to better support the challenge of large-scale manufacturing in efficiency.
Defining the exact trajectory of future motor architectures remains complex. What is certain is that IMA EV-TECH, building on ATOP’s technological heritage, will continue to support customers with solutions designed to evolve alongside the e-Mobility market.








{kind=link}