

The assembling phase of wound electric components can be particularly efficient if we adopt specific solutions in the connection between conductor and terminal.
TE Connectivity offers a broad range of solutions for the terminations of wound components such as electric motors, transformers, inductors, electromagnets, coils and other devices that use windings. The targets that have driven the research of new solutions should be identified not only in the cost reduction and in the quality improvement but also in the limitation of weight and size of final devices and, last but not least, in the reliability factor.

MAG-MATE terminals and SIAMEZE terminals by TE Connectivity are solutions based on the IDC connection technology.MAG-MATE terminals and SIAMEZE terminals are solutions based on the IDC connection technology (Insulation Displacement Connection or insulation piercing), whereas AMPLIVAR terminals operate by crimping. Both technologies do not need the pre-stripping action, as it is instead necessary in the standard welding process. In general, the wire used in the implementation of wound components is coated by a polyester film, in its turn coated by a polyamide insulating layer in case it must withstand high temperatures (around 200 °C) or, in alternative, if it must work at lower temperatures (around 150 °C), the copper wire is simply enamelled in polyurethane. In this second case, since the polyurethane has a melting point of 180 ºC, operating with welding process its removal might be unnecessary, however welding generates VOC not only owing to the contact with coating films but also in virtue of the flux contained in the alloy wire.

IDC and crimping processes provide the advantage of avoiding both possible cold weld joints and the exposure to an excess of temperature, besides the conductor embrittlement.
The lower wire consumption, compared to conventional processes, in the solutions proposed by TE is accompanied by the flexibility given by the possibility of using copper and aluminium wire or both simultaneously.
A glance at the market
While in the past wires generally ranged from 0.2 to 2.0 mm of diameter [AWG 32 and 12], today the demand extends to diameters under 0.18 mm (AWG 33) and exceeding 3.0 mm (AWG 9).
The thin wire is used to reduce costs and to satisfy the requisites of overall dimension decrease; therefore, also the connection system must have smaller sizes to suit narrower spaces.
Meanwhile, for several applications (for instance in wireless household appliances but the trend is generalized) is rising the demand for low-voltage energy, where lower voltages correspond to higher current to provide the requested power; consequently, the wire section grows to transport higher currents.

In the opinion of Ugo Aime, product manager of TE Connectivity, they estimate that still about two thirds of the wound component market exploits the hot bar welding of terminations, whereas more than one third is turning to IDC and crimping technologies.
These connection processes have proved to be an effective alternative to welding in thousands of applications, irrespective of production volumes, also because they provide the possibility of using aluminium wire, lighter and less expensive than copper, with high reliability. Aluminium allows a weight reduction because it has a minor density than copper (2.7 kg/dm3 against 8.9) and, besides, it permits a fast heat dissipation. On the other hand, it is more ductile and consequently more subjected to stretching; just for this reason, TE Connectivity has paid particular attention to the implementation of its terminals, which can also be made of CuNiSi alloy that allows working with temperatures that reach 150 °C.
 TE Connectivity has studied solutions that provide stable electric connections, achieved through mechanical processes that do not affect the physical and chemical properties of the wire; they originate from an approach that includes wire, dedicated systems for the connector application and know how directly generated by research.
TE Connectivity has studied solutions that provide stable electric connections, achieved through mechanical processes that do not affect the physical and chemical properties of the wire; they originate from an approach that includes wire, dedicated systems for the connector application and know how directly generated by research.
The main market segments currently addressed by the various solutions are small and big appliances, automotive and industry.
MAG-MATE and SIAMEZE terminals
MAG-MATE and SIAMEZE terminals are assembled in plastic containers, where also the wire terminal part is inserted. They can be stamped as part of a device body or be applied.
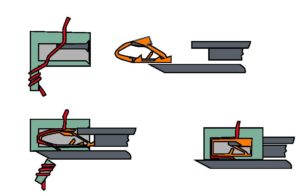
Depending on the terminal type, the plastic shell can have one or two cavities intended for housing metal contacts. Containers have on the external inferior side a shaped protuberance where is laid down the terminal part of the wire crossing them. Once ended the operation of wire winding around the coil, metal contacts are inserted by pressing them into their housings, with which they lock after intercepting the wire that crosses them.
The exiting wire part is sheared with the protuberance where it is laid, by a blade integral with the metal terminal insertion. During the insertion, metal contacts engrave the insulating coating of the wire, thus establishing a sound and durable electric contact.
The constant pressure and the broad contact surface grant a reliable long-term connection and the conduction of notable currents.
Joints with AMPLIVAR terminal
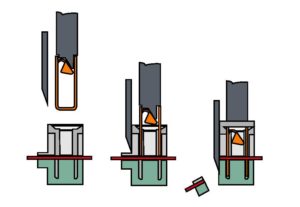
AMPLIVAR terminals are designed as terminals of the single wires of a wound component or for their combination with other connection wires, both stiff and flexible.
With a precise crimping operation, the winding wire is automatically freed from its insulating coating, since it is forced into the internal indentations of the terminal. AMPLIVAR terminals are provided with a series of sharp indentations inside the crimping chamber and the wire is laid on these indentations (maximum three). Crimping the terminal, the tips penetrate into the insulating film of the wire, thus providing a broad contact surface.
The resulting termination assures high resistance to tensile stress, excellent electric connection and sealing against the outer environment that avoids the conductor corrosion and the entry of undesired contaminants. The crimping of AMPLIVAR terminals is executed by semi-automated presses that provide high productivity.
With AMPLIVAR models it is possible to create the termination with both aluminium and copper wire, or with a combination of both; if necessary, winding wires can be housed in the terminal with another conductor opportunely unsheathed.

Route change
Copper has been for years the reference metal in the electric conduction ambit, today the replacement with the aluminium wire for a broad range of applications is the target of several producers. The potential economic saving varies according to the final product specifications and the desired efficiency requisites. If we consider a simple plastic coil with aluminium wire winding, we will obtain a significant economic impact, with a high saving on the final cost. The advantage will be much lower on more complex units, like an electric motor.
As already reported, other advantages for aluminium are lightness and good thermal conductivity but, in contrast, we deal with the difficulty in processing it. Aluminium oxide is tough and makes its welding with conventional methods difficult. An aggressive flux must be used to remove the oxide layer that would prevent the melted alloy from wetting the aluminium to form the joint.
The aluminium wire intended for windings exhibits a single drawback in the use coupled with IDC technology, owing to mechanical and environmental stresses, which cause micro-cracks and relaxation in the wire. The solution adopted by producers to reduce drastically the onset of these defects consisted in adding iron but at a higher product cost compared with the standard Al wire.
MAG-MATE terminals are designed to compensate the disadvantages of the aluminium wire without influencing its base price, weight or sealing quality.
The R&D of TE has carried out various studies to determine the factors that influence the IDC termination with aluminium wire in the long term: wire position inside the IDC connector, metal surface finish of the terminal and presence of anti-tear functions. Results witness a stable performance of MAG-MATE terminals on the aluminium wire, if during the production cycle an excess of wire has not been inserted into the terminal body, which must anyway provide for anti-tear elements in its inside. Moreover, the process must be fast, efficient, repeatable and reliable, a series of characteristics fully satisfied by the performances of MAG-MATE terminals and AMPLIVAR terminals.
Find out more about Te Connectivity
Download the Virtual Sample Kit

Download the document Best practice for IDC magnet wire termination





{kind=link}