

Ultrasonic metal welding for dissimilar materials: principles, technologies, and applications.
Ultrasonic Metal Welding (UMW) has emerged as a powerful solution for joining dissimilar metals, overcoming the challenges associated with traditional fusion-based welding techniques. This solid-state process uses high-frequency vibrations and moderate pressure to form metallurgical bonds without melting the base materials. This makes it ideal for applications involving conductive, lightweight metals such as aluminium, copper and titanium. Advantages of the technique include minimal heat input, rapid processing times and high bond strength, making it particularly attractive to industries such as automotive, electronics and energy storage. This paper explores the principles of UMW, machine configurations, key process parameters, and the advantages and limitations of the technique. It also covers real-world applications, with a focus on welding dissimilar materials.
The power of Ultrasonic Metal Welding: introduction
Welding is a fundamental process in manufacturing and construction, used to join metallic components in products ranging from consumer electronics to heavy machinery. While joining similar metals is generally straightforward using traditional methods such as arc, resistance spot, or laser welding, the process becomes significantly more complex when different materials with different compositions, thermal properties, and mechanical behaviours are involved. Welding dissimilar metals, such as aluminium and copper or magnesium and steel, presents unique challenges due to their different melting points, coefficients of thermal expansion and tendency to form brittle intermetallic compounds.
The growing demand for lightweight, energy-efficient systems in industries such as automotive, aerospace and electronics has created a need for effective methods of joining dissimilar metals. Applications such as lithium-ion battery packs, electric drivetrains, and lightweight structural assemblies often require the integration of metals with vastly different properties, which traditional fusion welding processes cannot easily accommodate.
Ultrasonic Metal Welding (UMW) offers a compelling solution. As a solid-state welding technique, UMW avoids melting and instead uses mechanical vibrations and pressure to create bonds at the interface of the materials. This enables the formation of robust joints without the thermal defects that are common in conventional processes. This technology is gaining traction in applications involving thin conductive sheets, foils, and wire terminals. It is particularly useful for joining aluminium to copper, which is otherwise problematic in conventional welding due to the rapid formation of brittle intermetallic layers.
Overview of welding dissimilar metals
Welding dissimilar metals involves combining two materials that have significantly different physical, chemical or mechanical properties. Common combinations include aluminium-copper (Al-Cu), aluminium-steel (Al-Fe), aluminium-magnesium (Al-Mg) and titanium-copper (Ti-Cu). These combinations are often required in advanced engineering applications where optimal properties such as weight reduction, thermal conductivity or corrosion resistance must be achieved simultaneously.
However, welding dissimilar metals presents several challenges:
- Formation of brittle intermetallic compounds (IMCs): When two different metals are fused, the resulting joint may form IMCs that degrade the joint’s mechanical properties. For instance, Al–Cu welding produces Al₂Cu, which is brittle and prone to cracking.
- Thermal expansion mismatch: Dissimilar metals often have different coefficients of thermal expansion. This can lead to residual stresses, distortion or cracking when cooling after fusion welding.
- Different melting points: Traditional welding processes that rely on melting can lead to incomplete fusion or overheating of one of the materials, particularly when welding dissimilar metals such as aluminium and copper.
- Corrosion potential: Galvanic corrosion can occur at the interface of certain dissimilar metal joints when they are exposed to electrolytes.
Conventional solutions include friction stir welding (FSW), explosion welding and diffusion bonding. While these methods are effective in certain contexts, they can be limited by factors such as equipment complexity, cycle times, cost, and geometric constraints. Ultrasonic metal welding provides an attractive alternative, especially for thin sheets, foils and electronic components where low thermal impact and precision are crucial.
Fundamentals of ultrasonic metal welding
Ultrasonic metal welding (UMW) is a solid-state welding process that joins metals by applying high-frequency mechanical vibrations (typically 20–40 kHz) and moderate static pressure. Melting does not occur; instead, the metals are joined through plastic deformation, disruption of surface oxides and localised interdiffusion.
Working principle
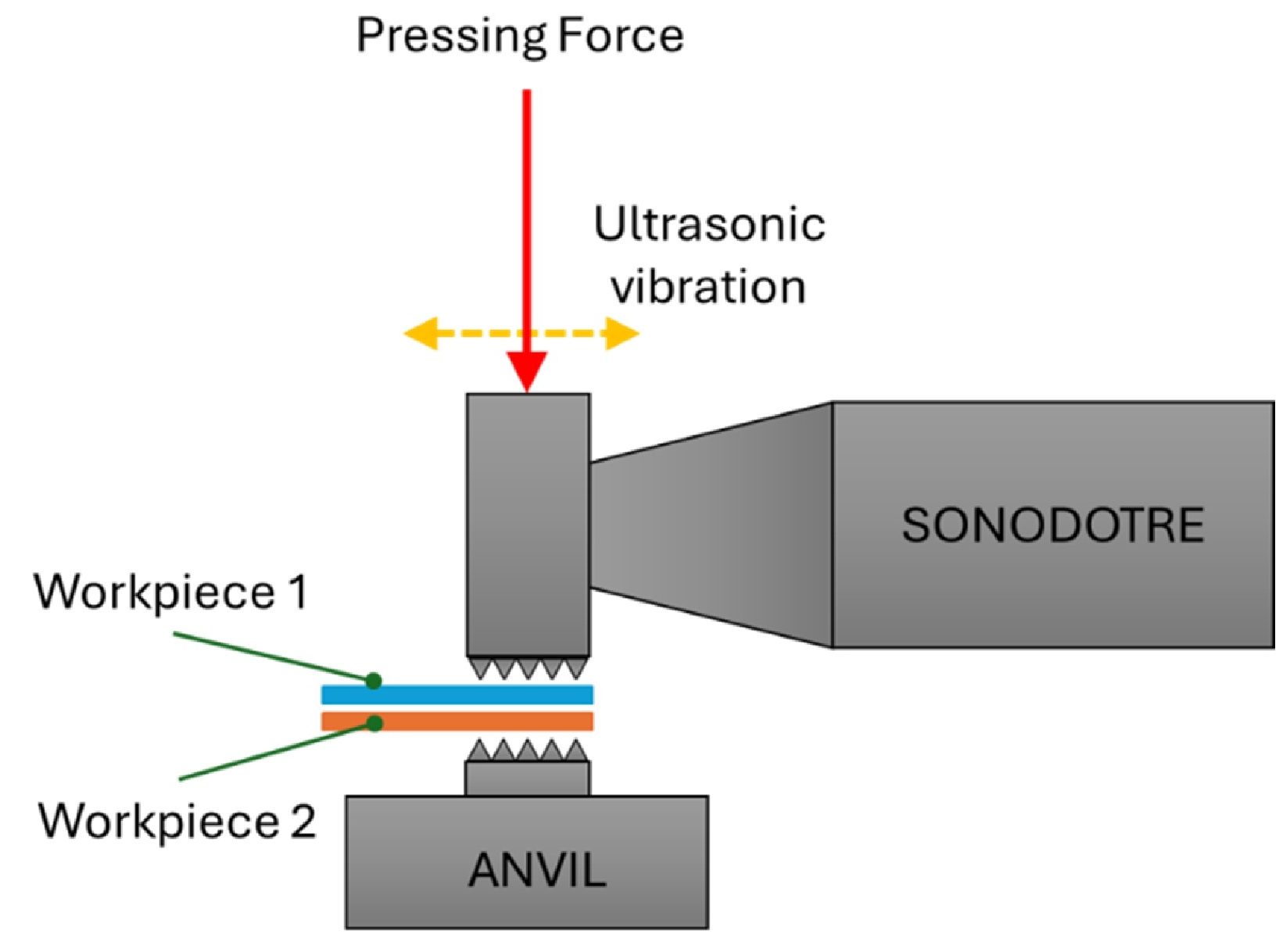
The process begins with two overlapping metal sheets or components that are held together by clamping force. A sonotrode (also known as a welding horn), which is driven by a piezoelectric transducer and amplifier (booster), then applies ultrasonic vibrations parallel to the joint interface. These vibrations produce intense friction at the contacting surfaces, breaking up surface contaminants (such as oxides) and causing localised heating and softening of the asperities.
During the brief welding period (0.1–1.5 seconds), the asperities on the contacting surfaces undergo plastic deformation and intermingle to form metallic bonds. The temperature remains below the melting point, making this a solid-state process. No filler materials, fluxes or shielding gases are required.
Key parameters
The quality of ultrasonic metal welds is affected by several process parameters:
- Welding time: This determines the extent of bonding. If it is too short, the joints may be weak; if it is too long, over-welding and deformation may occur.
- Amplitude of vibration: This typically ranges from 10 to 100 μm. Higher amplitudes result in greater energy input, but must be optimised to avoid damage.
- Clamping force (pressure): This ensures proper contact and bonding. Insufficient pressure may prevent bonding, while excessive pressure may cause thinning or cracking.
- Power input: This must be adjusted based on the type and thickness of the material.
- Welding frequency: Most systems operate at 20 kHz, which is suitable for thin metals with high strain rate sensitivity.
The effectiveness of UMW relies on achieving the right combination of these parameters, which can vary depending on the material pair. For example, a study on Al–Cu welding showed that the optimal results were achieved with a pressure of 2 bar, a welding time of approximately 1 second and 85% power.
Bonding mechanism
The bonding in UMW is achieved through:
- frictional heating and plastic deformation.
- mechanical interlocking of surface asperities
- disruption and dispersal of oxide layers
- solid-state diffusion at the interface.
Unlike fusion welding, there is no formation of large heat-affected zones (HAZs), no melting and minimal residual stress. Microstructural analysis reveals that grains near the interface are often refined due to dynamic recrystallisation, which contributes to joint strength.
Ultrasonic welding machines and configurations
Ultrasonic metal welding machines are designed to deliver controlled vibrations and pressure in order to create high-strength, solid-state joints. These modular systems can be adapted for various applications, including spot welding, seam welding, wire termination and foil joining.
Main components
A typical ultrasonic metal welding machine consists of the following key components:
- Power supply (generator): This converts standard electrical current (50–60 Hz) into high-frequency electrical signals (20–40 kHz). This is the first step in generating ultrasonic vibrations.
- Transducer (converter): Converts high-frequency electrical energy into mechanical vibrations. Most systems use piezoelectric transducers for efficient conversion.
- Booster: It amplifies the mechanical vibration amplitude from the transducer to the required level for welding. It also provides mounting stability for the stack assembly.
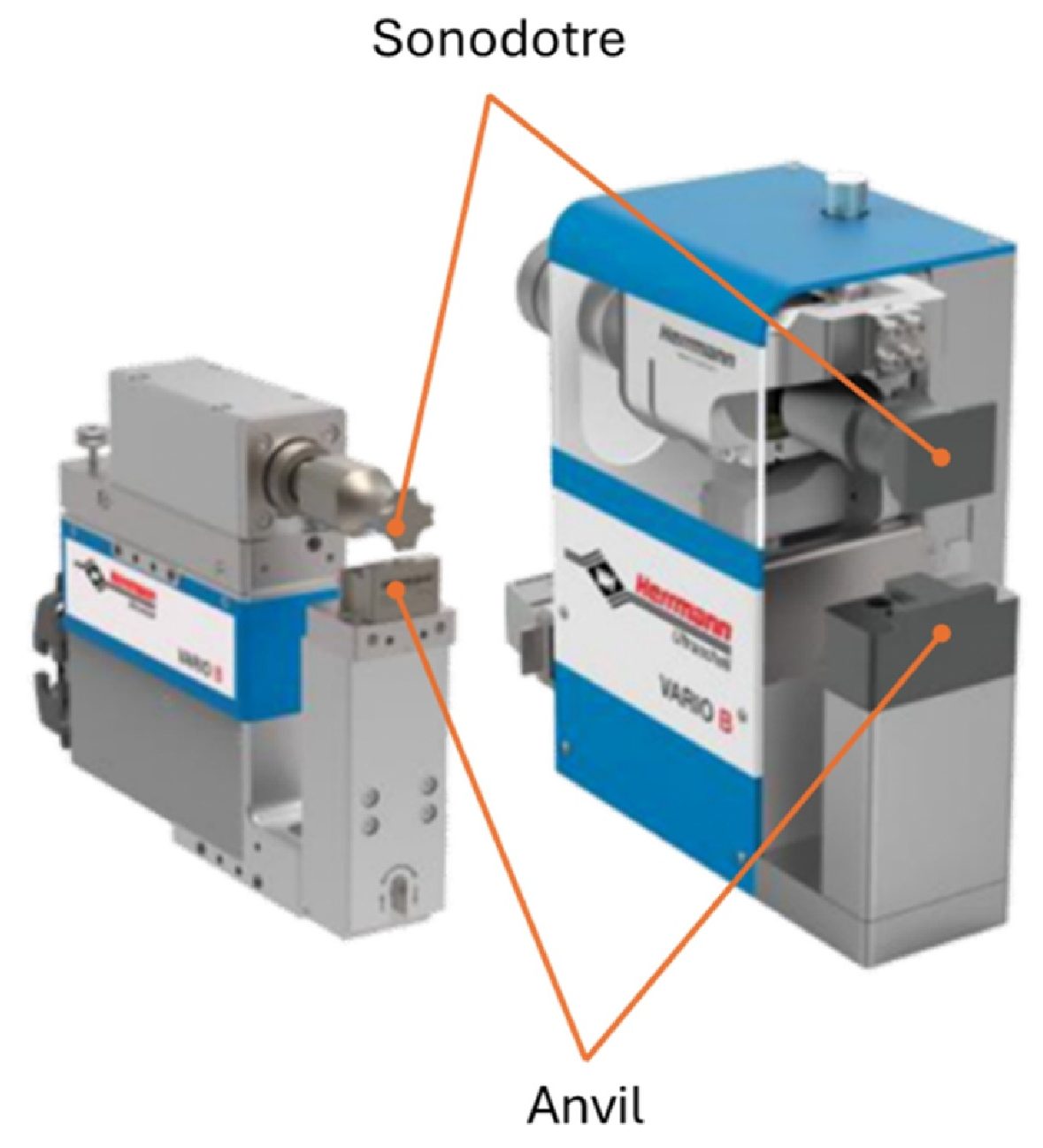
- Sonotrode (welding horn): Transmits ultrasonic vibrations to the workpiece. It is custom-shaped to fit the geometry of the weld and is typically made from high-strength titanium or hardened steel.
- Actuator and pneumatic/electric press: Applies clamping pressure to hold the parts in place during welding. Consistent pressure is critical to ensure bond integrity.
- Anvil (support tool): It provides a rigid surface underneath the weld area. In spot welding setups, the anvil often has a textured surface to improve grip.
A typical ultrasonic metal welding system includes a vertically moving horn that presses onto the workpiece, with lateral ultrasonic vibrations being applied in the plane of the joint.
Machine configurations
Ultrasonic welding machines can be configured in a number of ways, depending on the application.
- Spot welders: These are used for joining wires, tabs or foil stacks in battery, electronics and automotive applications. They deliver ultrasonic energy to discrete points and are ideal for thin materials.
- Wire Bonding Machines: Join fine wires (e.g. aluminium or gold) to metallic pads in microelectronics using high-precision ultrasonic energy.
- Custom multi-point systems: Deployed in automated production lines for the mass production of components such as battery packs or laminated sheets.
Case studies and applications
Ultrasonic metal welding is widely used in industries that require precise, reliable and clean joining methods for thin, conductive materials, especially for joining dissimilar metals. Numerous experimental studies and industrial implementations have demonstrated the effectiveness of the process in joining combinations such as aluminium-copper (Al-Cu), aluminium-magnesium (Al-Mg) and aluminium-titanium (Al-Ti).

Joining dissimilar metals, such as aluminium and copper, poses significant challenges in applications such as battery modules and electric vehicle components. This is primarily due to the formation of brittle intermetallic compounds during conventional fusion welding. Ultrasonic metal welding avoids the melting process and therefore offers an effective solution. For example, Goodarzi et al. successfully welded 0.2 mm-thick Al1050 to copper sheets using ultrasonic welding. Using a design of experiments (DOE) approach, they optimised the following parameters: welding time (0.98 seconds), pressure (2 bar) and power (85%). This achieved a peak tensile-shear load of 753.3 N, and microstructural analysis confirmed the formation of a solid-state bond through plastic deformation and oxide layer disruption, with no detrimental intermetallics present. Similarly, aluminium-magnesium-aluminium tri-layered clad sheets, which are valued in the automotive and aerospace sectors for their light weight and corrosion resistance, present welding challenges due to magnesium’s poor formability and high reactivity. Kicukov and Gursel demonstrated that ultrasonic welding could effectively join these materials with minimal energy input (100 J over 0.1 seconds), resulting in lap shear strengths that were comparable to those of the base material and that were free from voids or cracks. Furthermore, Rajalingam et al. optimised ultrasonic spot welding for the widely used AA6061-T6 aluminium alloy in the automotive and aerospace industries using response surface methodology (RSM). They found that an amplitude of 100%, a pressure of 6 bar and a welding time of 21 seconds produced a maximum tensile shear fracture load of 5.08 kN. This was attributed to excellent surface coalescence and a refined microstructure.
Finally, Zhang et al. employed high-power ultrasonic welding to bond AA6111 and Ti6Al4V alloys for high-performance aerospace structures involving aluminium-titanium joints. This approach produced strong joints without the formation of brittle intermetallics, thanks to a bonding mechanism based on mechanical interlocking and diffusion at the interface rather than full metallurgical transformation.
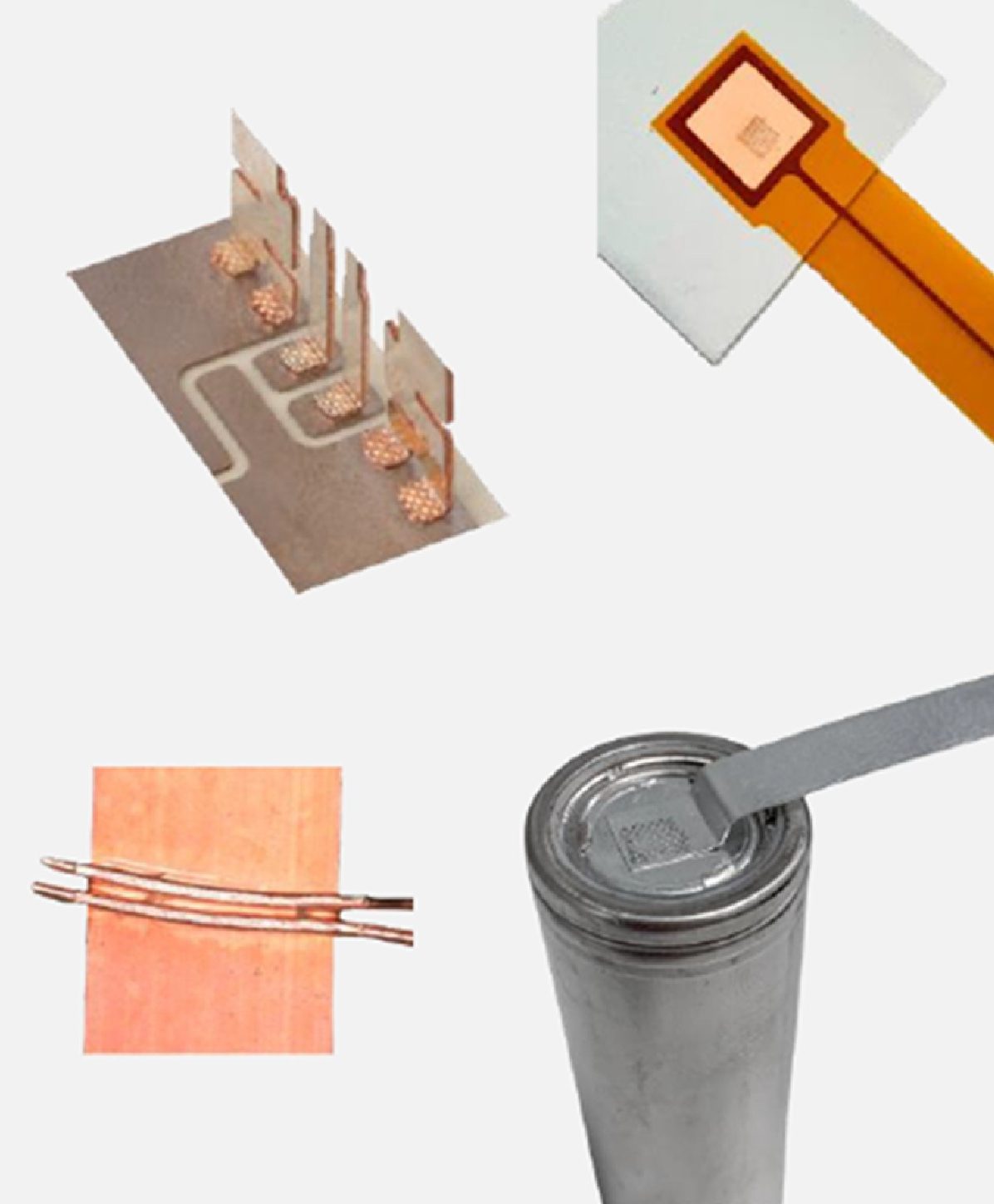
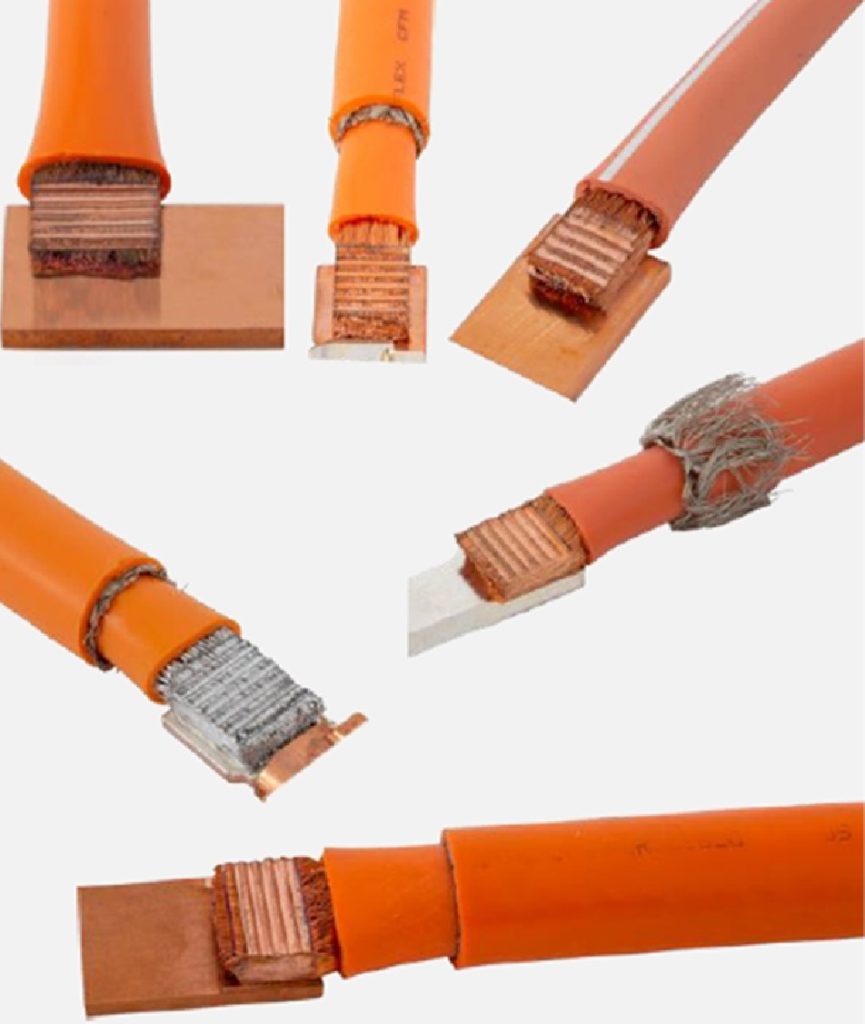
Ultrasonic welding is widely used across various industrial sectors thanks to its ability to create strong, low-resistance bonds without the need for heat or additional materials. In battery modules, for example, it is used extensively to join aluminium and copper tabs in lithium-ion batteries, ensuring high-strength, heat-free connections that support efficient energy transfer. In the automotive industry, specialised machines are used to weld copper wires and terminals in vehicle wire harnesses to provide durable, reliable electrical connections. The precision of ultrasonic welding also makes it ideal for electronic packaging, particularly for microelectronic wire bonding applications, such as connecting aluminium wires to silicon pads in semiconductor devices. In solar and power electronics, ultrasonic welding efficiently joins busbars and laminated foils without causing thermal distortion or flux contamination, thus preserving the components’ integrity and performance.
Advantages and limitations
Ultrasonic metal welding (UMW) is a compelling alternative to traditional welding techniques, particularly for applications involving dissimilar or thin metal components. One of its key advantages is that it is a solid-state process. Since it does not involve melting the materials, UMW effectively avoids the formation of brittle intermetallic compounds that typically occur in fusion welding, particularly when joining metals such as aluminium with copper or titanium. Consequently, the resulting joints are generally stronger and more reliable.
Another notable benefit is the process’s minimal thermal impact. The heat generated during ultrasonic welding is highly localised and of short duration, helping to prevent distortion and thermal damage to heat-sensitive elements. This is particularly advantageous in applications where it is important to preserve the properties of the base material. Additionally, unlike arc or laser welding, the process operates without the need for filler materials or shielding gases. This simplifies the procedure and reduces the risk of contamination, making UMW especially suitable for cleanroom environments and electronics manufacturing.
Efficiency is another hallmark of ultrasonic welding. Typical weld cycles last between 0.1 and 1.5 seconds, providing a remarkably fast turnaround time. Furthermore, this process uses considerably less energy than conventional methods such as resistance spot or laser welding, making it cost-effective and sustainable. In terms of mechanical performance, UMW joints can achieve high tensile-shear strengths, often surpassing 90% of the strength of the weaker base material when the process parameters are optimised correctly.
The aesthetic quality of the welds is also a strong point. As the process does not involve melting, there is no splatter, flash or oxidation, resulting in clean, cosmetically appealing joints — an important consideration for components where visual appearance or surface conductivity is critical. From an environmental and occupational health perspective, UMW is a cleaner and safer process, generating no fumes, slag or hazardous emissions.
Despite these significant advantages, UMW does have certain limitations. It is best suited to thin sheets and foils, typically less than 3 millimetres thick. Welding thicker or more rigid metals often requires higher pressure or increased vibration energy, which can accelerate equipment wear or even cause mechanical failure. The equipment itself can be costly, particularly advanced systems with high-powered actuators or sophisticated control features. However, these initial costs are often offset by increased production speed and energy efficiency.
Tool wear is another important factor to consider. The sonotrode and anvil undergo wear and degradation over time, particularly when used with harder or more abrasive materials. Regular maintenance and reconditioning are therefore essential to ensure consistent performance. Furthermore, the range of feasible joint geometries with UMW is somewhat limited. The technique is most effective for lap joints; butt joints and complex three-dimensional geometries often require custom tooling solutions.
The process is also highly sensitive to parameter control. Variables such as amplitude, welding time and applied pressure must be finely tuned to achieve optimal results. Inconsistencies in material surface condition, thickness or hardness can also negatively impact weld quality. Lastly, UMW is not applicable to all metal types. Materials that are highly hardened or have low ductility, such as certain high-alloy steels or refractory metals, may not weld effectively using this technique.
Future perspectives
As industries increasingly pursue lightweight, multi-material assemblies offering both structural integrity and high electrical performance, ultrasonic metal welding (UMW) is set to become a more prominent and advanced technology. Several evolving trends are contributing to the growing sophistication of this joining technique.
One of the most significant developments is the integration of advanced control systems and artificial intelligence into modern UMW equipment. Contemporary machines are now equipped with real-time feedback mechanisms and closed-loop control systems that enable continuous monitoring and adjustment of welding parameters. AI-driven optimisation further improves process stability, ensuring consistent weld quality in fast-paced or highly automated production environments.
Another key area of innovation is expanding the range of materials that can be welded effectively. While aluminium and copper remain common in current applications, research is pushing the boundaries to include more complex combinations. These include high-entropy alloys, shape memory metals and metal-polymer composites. To accommodate these novel materials, new sonotrode designs and customised vibration modes are being developed to allow the ultrasonic process to adapt to varying mechanical and metallurgical properties.
Automation is also playing an increasingly central role in the future of UMW. This technology is becoming a core element of robotic manufacturing systems, particularly in sectors such as battery assembly, wire harness production and aerospace component fabrication. Seamless integration with Manufacturing Execution Systems (MES) and Enterprise Resource Planning (ERP) platforms enables real-time monitoring of the process, traceability and quality control – essential features in today’s data-driven manufacturing environments.
The trend towards miniaturisation has led to the development of micro-ultrasonic welding, which is becoming more popular as electronic components continue to shrink and become more complex. This specialised form of UMW enables the reliable bonding of sub-millimetre wires, conductive films and even nanoscale elements within semiconductor packages. These capabilities are crucial for improving the performance and durability of next-generation electronics.
Finally, sustainability considerations reinforce the value proposition of ultrasonic welding. The technique’s inherently low energy consumption, combined with its lack of consumables such as filler materials or shielding gases, makes it well-suited to green manufacturing goals. Looking ahead, further improvements in energy efficiency and material usage are anticipated, which will make UMW an even more attractive option for environmentally responsible production.
(by Andrea Mura – Department of Mechanical and Aerospace Engineering – Politecnico di Torino)








 has emerged as a powerful solution for joining dissimilar metals){kind=link}